Waarom binnen modern leven sommige koperen buizen, en zelfs met solderen? Solide overblijfselen uit het verleden, toen er coole synthetische vervangers, hechtingstechnologieën en nog veel meer zijn. Welnu, dit soort vragen kunnen en zullen in veel hoofden opkomen. We antwoorden.
koperen dingen - wonderbaarlijk fenomeen in onze technisch leven, dit zijn eeuwige pijpen in huis, die de moeite waard zijn om ons artikel te lezen en grip te krijgen op de inrichting van bijvoorbeeld uw huis. - een proces met kenmerken die je moet kennen, wat vrij binnen de macht ligt van iedereen die erin geïnteresseerd is.
Alles is heel eenvoudig: ze zijn nodig waar ze worden gebruikt - in sanitaire systemen en luchtkoelsystemen - moderne airconditioners. Het wordt gebruikt voor installatie of reparatiewerkzaamheden koperen onderdelen en spaties.
Deze technologie ligt binnen de mogelijkheden van thuishobbyisten en het resultaat is een uitzonderlijke betrouwbaarheid en verbazingwekkende duurzaamheid.
We zullen ons niet verstoppen, de kosten van koperproducten zijn niet de laagste, maar alle kosten worden volledig terugbetaald. Van hen is het mogelijk om te bouwen verwarmingssysteem, en sanitair, en koeling: alles waar sterke leidingen nodig zijn.

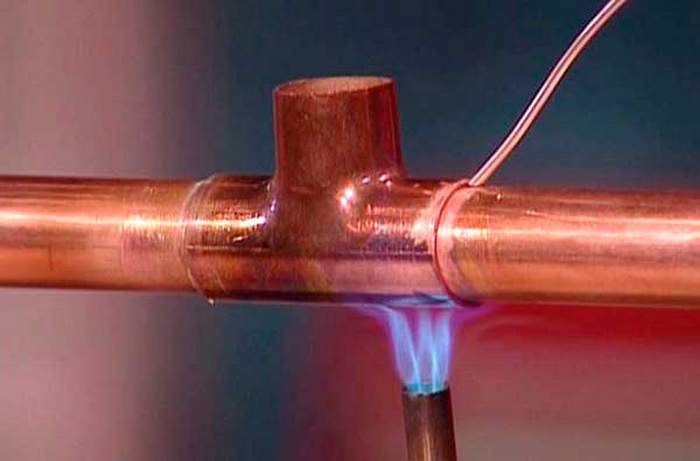
Gasbrander apparaat.
Dingen gemaakt van koper kunnen natuurlijk worden gekookt. Maar de meest optimale methode om ze te verbinden is al lang solderen. De essentie van het proces is eenvoudig, zoals wasmiddel: de werkstukken worden bij elkaar gehouden door een speciaal gesmolten vulmiddel, dat soldeer wordt genoemd.
Smelt het soldeersel mee hoge temperatuur. Nadat de verbinding met soldeer is gevuld, begint deze snel af te koelen, waardoor een sterke verbinding met hermetische eigenschappen ontstaat.
Een ander belangrijk voordeel van deze verbindingsmethode is de mogelijkheid om onderdelen eenvoudig te scheiden, indien nodig om welke reden dan ook. Om dit te doen, hoef je alleen maar het soldeer terug te verwarmen tot de smelttemperatuur.
Wat je nodig hebt voor het solderen van koper
Er is geen dure apparatuur voor het solderen van koper of speciale verbruiksartikelen nodig, alles is heel eenvoudig.
Voor het solderen van koperen leidingen voor thuisgebruik heeft u het volgende nodig:
- Verwarmingselement in de vorm van een gasbrander voor het verhitten en smelten van soldeer.
Het meest gebruikte propaan instelbare druk. U kunt een krachtigere soldeerbout gebruiken of haardroger bouwen ook met behoorlijk vermogen. - Speciale snijder voor koperproducten.
Koper is een heel zacht metaal, dus je moet het met tederheid snijden vanwege het risico de muren te verpletteren. Dergelijke snijders worden pijpsnijders genoemd, ze zijn van grote variëteit - voor elke smaak. Modellen op de markt worden in alle soorten en maten aangeboden, inclusief apparaten om op de meest ontoegankelijke plaatsen te snijden. - Soldeerfittingen als onverharde buisbochten worden verwacht.
- Een pijpuitbreider is ook een speciaal apparaat om de diameter van een koperen pijp uit te breiden, indien nodig vóór verwarming.
Deze mogelijkheid is uitermate belangrijk wanneer producten worden samengevoegd met afmetingen die iets afwijken van de maat. - De zogenaamde "beveler" is een apparaat waarvan de naam voor zich spreekt.
We hebben het over het afschuinen van de kopse kanten van de buizen. Het is een feit dat er zich na het trimmen metalen bramen aan de uiteinden kunnen vormen. Ze zijn helemaal niet onschadelijk, en integendeel, ze zullen je niet toestaan om een sterke en mooie stootvoeg te vormen. Bevelers zijn er in twee soorten: in de vorm van een potlood of rond van vorm. Het heeft de voorkeur en is handiger om ronde te gebruiken: met hun hulp kunt u bramen verwijderen van producten van zacht koper met een diameter tot 36 mm. - Borstels en borstels met stalen haren voor de voorbereiding van koperen onderdelen: verwijderen van vuil en oxidefilm.
- Verbruiksartikelen voor het soldeer zelf.
Soldeersels voor het solderen van koperen leidingen kunnen van twee soorten draad worden gemaakt: koperdraad met een hoog smeltpunt, dat een klein aandeel van 6% fosfor bevat. De tweede optie is tindraad, waarbij het smeltpunt veel lager is - ongeveer 350 ° C. - Pasta's en speciale vloeimiddelmengsels om het metaal te beschermen tegen de vorming van defecten in de vorm van luchtbellen en een betere hechting tussen koperen delen en soldeer.
Extra dingen naast de basisgereedschappen voor het solderen van koperen leidingen zijn niet-specifieke gereedschappen:
- meetlint of meetlint;
- gebouw niveau;
- stift en penseel;
- hamer.
Voordat u begint met het solderen van buizen, moet u een fundamentele technologische vraag oplossen: wat voor soort soldeer wordt gebruikt voor het solderen? Hardsoldeer in de vorm koperdraad, die vaker wordt gebruikt bij het werken met airconditioners en koelkasten?
Of tindraad gebruiken, dat werkt prima met verwarmingsbuizen of loodgieterswerk?
Now-technologie: negen stappen en enkele tips
De technologie van het solderen van koperen leidingen is vrij eenvoudig.
Dit zijn de stappen waarin het proces kan worden onderverdeeld:
- Knippen en naaien: knip het metaal op de gewenste lengte met een pijpsnijder.
Maak de snijplaats vlak, houd de snijplotter loodrecht op het oppervlak. - Blanks reinigen met een metalen borstel, bramen van de uiteinden verwijderen.
In dit stadium mag geen schuurpapier worden gebruikt vanwege het risico van vorming van fijn zand, dat de hechting van soldeer belemmert. - De rand van een van de pijpen uitbreiden zodat het uiteinde van de andere pijp gemakkelijk in de eerste past met een minimale tussenruimte.
- Zorgvuldige reiniging van de uiteinden met een staalborstel na het uitzetten.
- Breng het fluxmengsel zo gelijkmatig mogelijk aan op het uiteinde van de buis dunne laag.
- Steek de uiteinden van de pijpen in elkaar, goed opwarmen totdat de kleur van de flux op de pijp zilverachtig wordt.
- Soldeer wordt naar de verbinding gebracht, die onmiddellijk smelt en de verbindingsopening tussen de pijpen vult.
Het proces eindigt wanneer de opening is gevuld met soldeer. - Na het verwarmen moet de verzegelde buis grondig afkoelen - in geen geval mag deze op dit moment worden aangeraakt.
- Veeg, verwijder resterende flux.

Pijpverbindingsmethode.
Koperen buizen die soldeer gebruiken, zijn gebaseerd op een natuurkundig fenomeen: het capillaire effect. Het feit is dat het gesmolten soldeer de opening tussen de pijpen opvult als gevolg van oppervlaktespanningskrachten. Na uitharding verandert het soldeersel in de opening in een sterke monolithische naad.
Als er plotseling een defect is in de vorm van een fistel of beschadiging van het gewricht, kan het product snel en gemakkelijk worden gerepareerd. Om dit te doen, volstaat het om het op te warmen en te demonteren. Na het verwijderen van defecten opnieuw opwarmen en opnieuw solderen.
Pure stootverbindingen van koperproducten kunnen niet worden gemaakt - ze zijn niet levensvatbaar en je zult zeker een overstroming krijgen - al het solderen zal instorten. Het is beter om koppelingsverbindingen te maken door het uiteinde van een van de buizen te verbreden.
Nu over buigen. Alleen zacht gegloeide buizen kunnen worden gebogen met behulp van een pijpenbuiger. Als ze niet gegloeid zijn, worden gesoldeerde koperen fittingen gebruikt. De hoek kan 90° of minder zijn.
Voors en tegens van het solderen van koperen leidingen
Laten we om te beginnen niet vergeten dat koper een metaal is met een hoog smeltpunt en over het algemeen vrij grillig is, met een eigen karakter. Vanuit ons oogpunt heeft deze functie zowel plussen als minnen om ermee te werken.
Een duidelijk pluspunt is de mogelijkheid van een continu verwarmingsproces en, dankzij het vermogen van koper om warmte vast te houden en vast te houden, zelfs als er een verwarmingsonderbreking is.
Een serieus pluspunt is de beschikbaarheid van verbruiksartikelen en apparatuur. U hoeft niets speciaals aan te schaffen, alle benodigdheden zijn meestal in elke thuiswerkplaats verkrijgbaar.
Een duidelijk minpuntje hoge graad warmteafvoer, daarom is verwarming "met een marge" nodig.
Een ander technologisch nadeel is de verwarming van het gehele product samen met de bevestigingspunten. Daarom moet u met handschoenen en met grote zorg werken.
Verbruiksartikelen

De procedure voor het solderen van koperen leidingen.
Wat heb je nodig om te solderen:
- Flux op salicylzuur.
De chemische samenstelling van vloeimiddelen voor het solderen van koperen leidingen is behoorlijk complex: het bevat alcohol, vaseline en zelfs een klein beetje goud. Het gebruik resulteert in een uitstekende naadkwaliteit. - Een groep oplosmiddelen op basis van fosfor.
Ze reinigen onderdelen perfect van oxiden en verdrijven bovendien onnodig water van de plaats van solderen. - Rosin.
Er wordt praktisch niet in gebruikt Zuivere vorm. In mengsels combineert het perfect met natriumzouten: als gesmolten colofonium het soldeeroppervlak bedekt met een film, dan speelt natriumzout de rol van antioxidant. Er is een nadeel: het mengsel houdt niet van verwarming. - Zelfgemaakt mengsel op aspirine.
Je kunt het mengsel zelf maken: we nemen vaseline, alcohol als basis - aspirinetabletten. Zo'n mengsel is niet bijzonder effectief. Je kunt er alleen mee werken aan elektrische installatietaken. - Pasta voor het solderen van koperen leidingen.
Deze vloeipasta voor het solderen van koper is duurder, maar het spel is de kaars waard. Het wordt gebruikt bij verantwoordelijke taken. De pasta hecht goed werkoppervlak, verspreidt zich in een dunne laag bij verhitting - een geweldige optie. - voor het solderen van koperen leidingen.
De keuze van het type soldeer hangt af van wat je precies gaat solderen. Als de belangrijkste criteria sterkte en weerstand tegen hoge temperaturen zijn, moet u koperdraadsoldeer kiezen met een aandeel fosfor. De meest populaire en betaalbare is zachtsoldeer - gemaakt van tin. Het is geschikt voor alle sanitaire systemen. Hieronder vallen ook fittingen voor gesoldeerde koperen leidingen.
Solderen met een gasbrander
Laten we eerst eens kijken naar de lage-temperatuurmethode. koperen buizen zacht soldeer verwarming vindt geleidelijk plaats en gedurende vrij lange tijd smelt het soldeer van het verwarmde deel. Je kunt zowel een zaklamp als een föhn gebruiken met een soldeerbout. Als gassen wordt propaan of butaan gebruikt. Alles is vertrouwd, niets bijzonders en nieuw.
Solderen van koper op hoge temperatuur vindt plaats bij verhitting tot 650°C en hoger. Hier kom je niet rond met een föhn of een soldeerbout, die heb je nodig gasbrander op een mengsel van acetyleen en zuurstof. Het is belangrijk om hier te onthouden dat u de gelijktijdige verwarming van het soldeer en de naad krijgt.
Het soldeersel smelt onmiddellijk - met één aanraking en vult onmiddellijk het gat. Laat afkoelen op de meest natuurlijke manier, geen overgieten met water.
Aan het einde van het solderen van de koperen buis met hard soldeer, verwijdert u de restanten van het vloeimiddelmengsel en veegt u het af met een doek. We doen een eindinspectie op eventuele gebreken.
Besloten om koperen leidingen te gebruiken bij de opstelling van het sanitairsysteem? Wil creëren in de badkamer interessante stijl steampunk maar weet je niet hoe je koperen leidingen moet solderen? Een gids voor het doen van werk voor beginners wordt voorgesteld in het onderstaande materiaal.
Koper is, hoewel het hoge kosten heeft, in tegenstelling tot polymeren, nog steeds kwalitatief materiaal voor het apparaat van watertoevoercommunicatie. De voordelen van koper zijn onder meer hoge sterkte, esthetische aantrekkingskracht, ongevoeligheid voor corrosie, een neiging om onder te werken hoge druk en uitstekende thermische geleidbaarheid. De koperen pijpleiding zal meer dan twaalf jaar trouw blijven werken.
Koper is een zachte metaallegering, die zelfs in de oudheid door jagers met plezier werd gebruikt voor hun werk. Tegenwoordig is er niet minder vraag naar koper. Buizen gemaakt van een dergelijke legering vormen een integraal onderdeel van verwarmings- en airconditioningsystemen. Sanitair kan ook worden geregeld met behulp van koperen elementen.
Voor de installatie van de kofferbak wordt de soldeermethode gebruikt, waarbij de koperen elementen met het soldeer worden verbonden. Dit materiaal van zachte soorten metaal smelt onder invloed van bepaalde temperaturen en vormt een enkele hermetische verbinding.
Belangrijk: koperen leidingen met uw eigen handen solderen is geen moeilijke taak. Het belangrijkste is om het juiste soldeer te kiezen en de soldeertemperatuur te bepalen. Tegelijkertijd is het de moeite waard om te weten dat koperen leidingen tegen hoge kosten geen extra verbindingselementen nodig hebben. Dat wil zeggen, koper kan op één lijn worden aangesloten en tegelijkertijd besparen op de aanschaf van fittingen, koppelingen, enz.
Over hoe u koperen leidingen soldeert en hoe u dit thuis kunt doen, in ons materiaal hieronder met gedetailleerde video-instructies.
Methoden voor het solderen van koperen leidingen
- Methode bij lage temperatuur. Thuis het meest gebruikt. Hier wordt gesoldeerd met zachtsoldeer uit tin, lood of hun legeringen met toevoeging van zilver. De soldeertemperatuur kan tijdens het werken maximaal 450 graden bereiken.
- Methode op hoge temperatuur. Het wordt ook wel solderen van koperen leidingen genoemd. In dit geval is het, om het soldeer te smelten en de verbinding van de elementen van de lijn te bereiken, noodzakelijk om de verwarmingstemperatuur van de brander in het bereik van 600-900 graden te bereiken.
Hulpmiddelen die nodig zijn om de klus te klaren

- Pijpsnijder. Noodzakelijk voor een perfect gelijkmatige snede van buisdelen vóór het solderen. Dankzij dit gereedschap worden het binnenste lumen van de buis en de omtrek ervan niet verstoord tijdens het snijden.
- Afschuiner. Het wordt gebruikt om de rand van de snede schoon te maken en rond te maken in de buis voor hoogwaardige verbinding van de waterleiding van verschillende stukken van de buis.
- Pijp expander. Het wordt gebruikt in het geval dat het solderen van koperen leidingen van de watertoevoer wordt uitgevoerd zonder het gebruik van fittingen en koppelingen. De pijpverbreder zet een uiteinde van de pijp uit tot de gewenste diameter, zodat een stuk van een andere pijp er precies in past.
- Borstel en kraag voor hoogwaardig strippen gesoldeerde pijpen van oxide.
- Reflector. Een werkend element dat aan het brandermondstuk is bevestigd, zodat de vlam geen andere objecten in de buurt beschadigt.
- Gasbrander . Zij is het die de vlam levert aan het gedeelte van de gesoldeerde buis.
Over wat voor soort brander u moet voorbereiden, analyseren we hieronder.
Gasfornuis

Om goed te kunnen slapen waterleidingen van koper moet u het juiste type brander voorbereiden. Ze zijn onderverdeeld in verschillende soorten:
- Apparaat met een wegwerpballon voor huishoudelijk gebruik;
- Brander met geïnstalleerde stationaire cilinder;
- Oxy-acetyleentoorts geschikt voor het hardsolderen van koperen leidingen. Zij is het die gevonden moet worden om het werk te voltooien.
De brander voor het smelten van soldeer en het solderen van koper kan op zijn beurt qua vermogen verschillen. U moet kiezen, afhankelijk van het soort soldeer waarmee u gaat werken (zacht of hard).
- Voor het solderen met zachtsoldeer kunt u een semi-professionele brander met laag vermogen en heteluchtgas nemen. Zo'n tool ontwikkelt een temperatuur tot 650 graden als de vlam brandt. Onderscheidend kenmerk zo'n apparaat is dat het hier mogelijk is om de temperatuur van de vlamtoevoer te regelen en tegelijkertijd vooraf bepaald stabiel te blijven.
- Hardsolderen van koperen leidingen van het waterleidingnet kan alleen met professionele branders.
Soldeer

Om betrouwbaar te kunnen solderen, moet u soldeer kopen. Het komt in twee soorten - hard en zacht.
- Hardsoldeer wordt geproduceerd in de vorm van lange staven. Dergelijke soldeer kan worden gebruikt voor het solderen van warmwaterleidingen, gastoevoer, airconditioning of voor een snelweg die onder hoge druk werkt. De soldeertemperatuur van dergelijk soldeer bereikt 900 graden. De meest voorkomende soorten hardsoldeer zijn koper-fosfor zelfvloeiende Cu94 P6-legering en Cu92 P6 Ag2-legering met toevoeging van zilver uit fosfor en koper.
Belangrijk: zo'n hardsoldeer bevat een toevoeging van 6% fosfor, wat de soldeertemperatuur verlaagt tot 750 graden.
- Zacht soldeer wordt geproduceerd in de vorm Fijne draad 2-3mm doorsnee. Dergelijk soldeer wordt gebruikt bij het met uw eigen handen solderen van een waterleiding in het dagelijks leven.
- Er is ook een speciale pasta genaamd flux. Uitgegeven bij banken. Het moet worden gebruikt voor het hoogwaardig reinigen van pijpverbindingen, het verwijderen van oxide uit de naad na het solderen en het verbeteren van de soldeersmelteigenschappen. In dit geval is de flux zowel voor solderen bij hoge temperaturen (meer dan 450 graden) als voor solderen bij lage temperaturen (tot 450 graden).
Belangrijk: de flux draagt bij aan een betere hechting van het soldeer aan het koper.
Naast al het gereedschap, soldeer en vloeimiddel, moeten er ook fittingen worden voorbereid als er bochten en bochten in de waterleiding moeten worden gemaakt. Alle fittingen hebben een gereguleerde diameter en voldoen aan GOST. De kosten van fittingen en adapters zijn redelijk betaalbaar.
Wij doen pijpsolderen

De technologie voor het solderen van een koperen leiding ziet er als volgt uit:
- We snijden af met een pijpsnijder gewenste gebieden pijpen en maak de randen schoon met een beveler.
- Als een fitting wordt gebruikt, worden zowel de randen als de randen van de buis hoogwaardig ontvet. Als de fitting niet wordt gebruikt, verwijdt u de rand van één buis met een buisverbreder.
- We passen de details aan om de gelijkmatigheid van de gewrichten te beoordelen.
- Nu verwerken we de randen van de buizen met een dunne laag vloeimiddel vanaf de zijkant van de voegen.
Belangrijk: als solderen op hoge temperatuur wordt uitgevoerd met zelfvloeiend soldeer, is hier geen vloeimiddel nodig.
- Nu zetten we de gasbrander aan en verwarmen we de leidingen kwalitatief bij de verbindingen tot de gewenste temperatuur.
- Daarna plaatsen we soldeer op de plaatsen van de openingen. Tegelijkertijd is het de moeite waard om ervoor te zorgen dat het soldeersel strikt smelt van de verwarmde buis en niet van de vlam van de brander. De randen van de buizen worden zorgvuldig aangedrukt.
- Nadat de buizen zijn afgekoeld, verwijdert u de resterende flux en oxide van het koperen oppervlak met een doek.
Belangrijk: u moet weten dat het opwarmen van de buis en het smelten van het soldeer binnen 5 minuten plaatsvindt. Daarom is het belangrijk om de leidingen niet te oververhitten.
Tip: als twee buissecties dicht bij elkaar worden gesoldeerd, moet het reeds bewerkte deel van de lijn worden ingeweekt koud water vodden. Anders bestaat het risico dat de gesoldeerde verbinding, wanneer het volgende deel van de buis wordt verwarmd, onder invloed van hoge temperatuur uiteenvalt.
Fouten vermijden

Bij het solderen van koperen buizen maken beginnende vakmensen vaak een aantal veelgemaakte fouten. Dit zijn:
- Zwakke verwarming van de elementen van de lijn, waardoor het smelten van het soldeer onvolledig plaatsvindt. Zo'n verbinding bezwijkt onder elke belasting.
- Overmatige oververhitting van de koperlegering daarentegen leidt tot vernietiging van de fluxlaag. Dit zal op zijn beurt leiden tot de vorming van oxide en aanslag op het metalen oppervlak. Een dergelijk effect zal ook leiden tot de vernietiging van de verbinding.
- Beveiligingsmaatregelen negeren. Aangezien er aan gewerkt wordt chemische elementen en bij hoge temperaturen moeten beschermende handschoenen en een masker worden gedragen.
- Als je de verbinding gaat controleren, zorg er dan voor dat het buisje bij het soldeerpunt is afgekoeld.
- Bij het solderen is het noodzakelijk om voor een goede ventilatie van de kamer te zorgen. Dit is vereist door de technologie van het werk, aangezien het solderen wordt uitgevoerd met behulp van agressieve zure stoffen.
- Beschermende kleding van ruwe stof is ook niet overbodig, omdat het risico bestaat dat vlamvonken en soldeerdeeltjes op het lichaam vallen, wat tot brandwonden kan leiden.
Tip: bij twijfel over de juiste verwarming van leidingen naar gewenste temperatuur, nodig een ervaren meester uit om te oefenen. Een vakman weet precies hoe lang koper opwarmt tot bepaalde temperaturen.
Video: technologie voor het solderen van koperen buizen
De hoofdleidingen van non-ferrometalen zijn zeer goed bestand tegen corrosie. Om de elementen te verbinden, wordt het vullen van de verbindingen met soldeer gebruikt. Het solderen van koperen leidingen kan zelfstandig worden gedaan, er is geen speciale uitrusting of gereedschap nodig om het werk te voltooien.
Koper solderen, waarom je het zou moeten leren
Het gebruik van koperen leidingen voor de toevoer van water naar gebouwen wordt beperkt door de hoge materiaalkosten. Maar koper en daarop gebaseerde legeringen hebben een verhoogde elasticiteit, waardoor het mogelijk is lijnen met complexe geometrische vormen te vervaardigen zonder het risico te lopen de wanden te scheuren.
De chemische inertie van het materiaal maakt het mogelijk om watertoevoer- en verwarmingsleidingen in dikte aan te brengen betonnen muren of plafonds, zonder angst voor corrosieve vernietiging van het metaal.
De soldeertechnologie voor koperen buizen vereist geen gebruik van agressieve chemicaliën om oxidelagen van het oppervlak te verwijderen. Laagsmeltende legeringen op basis van tin en lood hebben een verhoogde hechting aan koper, wat de keuze van het verbindingsmateriaal vereenvoudigt.
Bij het aanbrengen van soldeer warmt de koperen basis niet op tot hoge temperaturen, waardoor er verbindingen met zuurstof uit de lucht ontstaan. De buis vervormt niet tijdens de verwerking; indien nodig wordt de resulterende verbinding gescheiden door de verbinding te verwarmen met een draagbare gasbrander.
Methoden voor het solderen van koperen onderdelen
Bij het verbinden van producten gemaakt van koper en daarop gebaseerde legeringen, worden 2 technologieën gebruikt:
- capillair solderen bij lage temperatuur;
- het proces van het vullen van de naad met vuurvast soldeer (bij een verhoogde verwarmingstemperatuur van de onderdelen).
Kenmerken van verbindingen op hoge temperatuur
De technologie omvat het gebruik van soldeer dat overgaat in de vloeibare fase bij temperaturen tot 450-500°C. Het verbindingsmateriaal bestaat uit koper en zilver met toevoeging van legeringsmetalen (bijvoorbeeld om de elasticiteit te verhogen of krimp bij afkoeling te verminderen). Met de technologie kunt u een duurzame naad creëren die bestand is tegen mechanische belasting of lokale oververhitting van de hoofdleiding.
Het solderen van koperen buizen met hardsoldeer op zilverbasis leidt tot uitgloeien van de basis, wat de sterkte-eigenschappen van de structuur negatief beïnvloedt. Verminderen negatieve impact gezamenlijke lijnkoeling wordt gebruikt van nature. Bij het installeren van ventilatoren of het toevoeren van water aan de naad neemt de sterkte van de buis af. De aansluittechniek wordt gebruikt voor het aansluiten van gasleidingen en waterkanalen met een diameter van 12 tot 160 mm. De techniek wordt aanbevolen bij het toevoeren van tot 110-120°C verwarmde vloeistoffen via leidingen (verwarmingsleidingen).
Solderen in detail

Het lage-temperatuursolderen van waterleidingen uit koperen buizen wordt uitgevoerd bij temperaturen onder de 450°C. Voor de verbinding wordt gebruik gemaakt van radiotechnisch soldeer, opgebouwd op basis van lood en tin (met extra toevoegingen). Het gebruik van een smeltbare legering leidt tot een toename van de breedte van de naad, de resulterende verbinding is niet ontworpen voor het uitoefenen van belastingen. De verbinding behoort tot de categorie zacht, maar het verlagen van de verwarmingstemperatuur helpt de mogelijkheid van uitgloeien van koperen onderdelen tijdens het verbindingsproces te voorkomen.
De technologie wordt gebruikt bij het verbinden van leidingen met een diameter van 6 tot 108 mm, het is verboden om leidingen voor gastoevoer te solderen met smeltbare soldeer. Bij het aanbrengen van koperen kanalen voor verwarming moet er rekening mee worden gehouden dat soldeer het verpompen van een koelvloeistof met een temperatuur van maximaal 130 ° C mogelijk maakt.
Wat is er nodig in het proces

Voor je slaapt koperen buizen, moet u een vloeimiddel bereiden dat het oppervlak kan reinigen van oxide-afzettingen. De kwaliteit van de werkprestaties hangt af van de juistheid van de voorbereiding van het oppervlak. De flux draagt bovendien bij aan de verspreiding van de legering over het oppervlak van de buis, wat verbetert verschijning naad. Vervolgens moet u beslissen over de verbindingstechnologie, waarvan de keuze afhangt van hoe koperen leidingen moeten worden gesoldeerd.
Bij lassen op hoge temperatuur wordt loodvrij soldeer gebruikt (op de verpakking aangegeven als loodvrij). Voor lage temperatuur technologie standaard POS-soldeer wordt gebruikt, geproduceerd in de vorm van een staaf met een diameter van 3 mm. Het is toegestaan legeringen te gebruiken met de introductie van legeringselementen (bijvoorbeeld bismut of lood), die een positief effect hebben op de sterkte van de verbinding.

Doe-het-zelf solderen van koperen leidingen omvat het snijden van onderdelen in elementen van de juiste maat. Om de buis in segmenten te verdelen, wordt een pijpsnijder gebruikt, de randen van de werkstukken worden bewerkt met een afschuingereedschap. Aangezien het bij het aansluiten van pijpleidingen nodig is om een van de uiteinden van de leiding uit te zetten (om een strakke en stevige pasvorm te garanderen), is een expander vereist, een tang met een speciale huls die is ontworpen voor verschillende pijpdiameters.
Om soldeer en non-ferro metalen elementen te verwarmen, wordt een gasbrander gebruikt met een mondstuk dat een smalle gerichte vlam vormt. De apparatuur is uitgerust met een cilinder, die gevuld is met puur butaan of een propaan-butaanmengsel. Werken met een elektrische soldeerbout is toegestaan, het gereedschap wordt gebruikt in gebieden waar het gebruik van open vuur verboden is. De master heeft ook een set tekengereedschappen nodig waarmee u de werkstukken kunt markeren.
Technologie van het solderen van koperproducten
Na het voorbereiden van gereedschappen en materialen worden buizen gesoldeerd, bestaande uit de volgende stappen:
- spaties in segmenten snijden;
- ontvetten en verwijderen van oxiden;
- koppelen van elementen;
- soldeer aanbrengen op de verbindingslijn.
Snijd het artikel op de gewenste lengte

Het lassen van koperen buizen begint met het markeren van de pijpleiding, die vervolgens in elementen van de gewenste lengte wordt gesneden. Bij het markeren moet rekening worden gehouden met de lengtemarge die nodig is om de buizen te verbinden na het uitzetten van het uiteinde. Handmatig snijgereedschap zorgt ervoor dat de buis kan worden vastgeklemd en vervolgens wordt een hardmetalen rol rond het buitenoppervlak van het werkstuk gerold. Terwijl het buislichaam wordt doorgesneden, wordt de rol met een stelbout ingedrukt, waardoor u een gelijkmatige snede krijgt.
Het is toegestaan om blanco's te zagen met een ijzerzaag en een speciale sjabloon die zorgt voor de haaksheid van de snede. Bij het snijden is compressie van de buis niet toegestaan, omdat de ovaliteit van het buitenoppervlak de dichtheid van de verbinding verslechtert (vanwege een verandering in de opening die niet met soldeer zal worden gevuld). De resulterende flits wordt verwijderd met schuurpapier en een metalen borstel. Vervolgens wordt een van de randen behandeld met een expander, waardoor een verzegelde verbinding met verhoogde sterkte ontstaat.
Breng vloeimiddel aan op het oppervlak van de buis

Doe-het-zelf lassen van koperen leidingen vereist het verwijderen van oxiden van het oppervlak van de te verbinden onderdelen. De blanco's worden afgeveegd met een ontvettingsmiddel (bijvoorbeeld aceton) en vervolgens wordt een reagens op de samengevoegde randen aangebracht. Het wordt niet aanbevolen om een verhoogde dosis flux te gebruiken, werkzame stof gelijkmatig aangebracht in een dunne laag op het gewrichtsgebied. Wordt gebruikt om het reagens aan te brengen kwast waardoor er geen vezels op het oppervlak achterblijven.
Onderdelen aansluiten voor het solderen

Na het aanbrengen van de flux worden de buizen aangesloten, het wordt aanbevolen om de elementen onmiddellijk na het smeren van het oppervlak te verbinden (om het risico op stofafzetting te verminderen). De onderdelen roteren ten opzichte van elkaar wanneer ze zijn aangesloten, waardoor de flux kan worden verdeeld en een strakke pasvorm wordt verkregen. Het reagens dat uit het gewricht wordt geperst, wordt verwijderd met een droge doek, het is verboden om de flux op elementen van non-ferrometalen te houden, aangezien de vernietiging van het materiaal begint.
Voegvorming tijdens solderen bij lage temperatuur

De lagetemperatuurtechnologie maakt gebruik van een flux die is ontworpen om de constructie tijdens het verbinden minder op te warmen. Het solderen van koperen buizen met een gasbrander zorgt voor de toevoer van een fakkel naar de verbindingszone, de brander beweegt langs de verbinding en zorgt voor een gelijkmatige verwarming van de onderdelen. Vervolgens wordt een staaf soldeer in de hand genomen, die in de opening tussen de pijpen wordt gevoerd. Het gesmolten metaal begint zich over de oppervlakken te verspreiden, de brander wordt opzij verwijderd, het soldeer vult de verbinding vanwege de temperatuur van de verwarmde buis.
Naadvorming bij solderen op hoge temperatuur

Bij gebruik van vuurvaste soldeer worden de pijpen door een brander verwarmd verhoogde temperatuur. De brander beweegt langs de voegzone totdat de buis is opgewarmd tot een kersenrode tint (overeenkomend met een temperatuur van 750°C). Vervolgens wordt soldeer, voorverwarmd door een brandervlam, in de verbinding gevoerd.
Het soldeersel smelt door contact met verwarmde leidingen en vult de montageopening gelijkmatig. Het aanbrengen van overtollig soldeer is niet nodig aangezien het materiaal aan de buitenkant van de leidingen blijft zitten. Na het einde van de procedure is het nodig om 2-3 minuten te wachten, nadat de temperatuur van de verbinding is gedaald en het soldeer is uitgekristalliseerd, worden de vloeimiddelresten verwijderd. Aanvullend mechanische restauratie verbinding is niet vereist.
Veiligheidsmaatregelen bij het solderen van koperen leidingen

Fundamentele veiligheidsregels voor zelfsoldeerbuizen van non-ferrometalen:
- Bij het aanbrengen van chemicaliën en verwarmingsbuizen is beschermende kleding en een veiligheidsbril verplicht. Als de stroom toeslaat open gebieden huid moet worden verwijderd reagens lopend water en was vervolgens het lichaamsgebied met zeepwater.
- Gebruik geen beschermende kleding synthetisch materiaal, die smelt of ontbrandt onder invloed van de vlam van een gasbrander of de punt van een elektrische soldeerbout.
- Omdat de flux tijdens het werk verdampt, is er ventilatie in de kamer.
De belangrijkste fouten bij het solderen
De belangrijkste fouten die optreden bij het zelf lassen van een koperen pijpleiding:
- Onvoldoende kwaliteitsverwerking van gewrichten. Bij het aanbrengen van soldeer worden holtes gevormd die de dichtheid en sterkte van de verbinding schenden.
- Olievlekken op het oppervlak van de leidingen, waardoor het materiaal niet kan vloeien.
- Verkeerde keuze van voegbreedte. Voor een correcte aansluiting moeten de oppervlakken over een lengte van 7 tot 50 mm contact hebben (afhankelijk van de diameter van de aangesloten leidingen).
- Onderdelen verhitten tot lage temperaturen. Het soldeersel smelt, maar nadat de brander is verwijderd, kristalliseert het onmiddellijk uit, waardoor de opening tussen de verbonden elementen niet kan worden opgevuld. Een andere fout is overmatige verwarming van de leidingen, wat bijdraagt aan het doorbranden van de flux en de vorming van kalkaanslag.
- Toepassing van een onvoldoende hoeveelheid vloeimiddel, wat niet voldoende is om oppervlakken van oxiden te reinigen. Met de introductie van soldeer wordt een verbinding van onvoldoende breedte gevormd, waardoor water of gas tijdens bedrijf kan passeren.
- Probeer de verbindingslijn te controleren voordat het soldeersel definitief stolt, wat leidt tot de vernietiging van de verbinding. Om de verbinding te herstellen, moet u het soldeer verwijderen en de onderdelen opnieuw verbinden.
- Overtreding van veiligheidsvoorschriften.
Conclusies en nuttige video over het onderwerp
Onervaren installateurs wordt aangeraden een trainingscyclus uit te voeren met leidingafval. Na het voltooien van 5-6 testnaden, is het toegestaan om de verbinding op de pijpleiding op te nemen. Omdat er bij onvoldoende ervaring een risico op fouten bij het markeren bestaat, wordt de pijpleiding op de vloer van de kamer gemonteerd. Na controle van de juistheid van de afmetingen, seriële verbinding verbindingen met hard of zacht soldeer voor het solderen van koperen pijpleidingen.
Video #1 Kenmerken van kopersolderen:
Video #2 Hoe koperen fittingen te solderen:
Video #3 Wat zijn soldeervloeistoffen?
De door de montageploegen gefilmde video's laten zien hoe je thuis op de juiste manier koperen leidingen soldeert. Een beginnende installateur bepaalt niet altijd nauwkeurig de mate van opwarming van onderdelen, dus het wordt aanbevolen om de hulp in te roepen van een ervaren mentor. Aangezien koperen pijpleidingen en technologische componenten van watervoorzieningsnetwerken van non-ferrometalen hoge kosten met zich meebrengen, is de implementatie installatiewerk alleen zal geld besparen (zelfs rekening houdend met de noodzaak om een tool aan te schaffen).
Trouwens, koperen leidingen kun je goedkoop kopen op de website https://eurometalgroup.ru/
Het solderen van koperen leidingen is eenvoudig en betrouwbare manier permanente aansluiting van de pijpleiding. Koper is een van die metalen die zich uitstekend lenen om te solderen. Om het werk echter met uw eigen handen te doen, moet u zich houden aan de veiligheidsregels en over bepaalde kennis beschikken.
Om te begrijpen hoe u koperen leidingen moet solderen, moet u de technologie van het soldeerproces bestuderen, een lijst met apparatuur en gereedschappen voor het werk.
Leidingaansluittechniek
Koper is uitstekend materiaal voor dergelijke communicatie zoals watervoorziening, verwarming en gasleiding. Koperproducten hebben veel positieve eigenschappen, namelijk:
- Bestand tegen corrosie;
- Heb een glad oppervlak;
- Niet bang voor ultraviolette straling;
- hebben bacteriedodende eigenschappen;
- Heb een hoge thermische geleidbaarheid;
- Bestand tegen hoge temperaturen;
- Duurzaam;
- Duurzaam.
Ondanks dat koper een relatief duur materiaal is, wordt er steeds vaker voor gekozen bij het inrichten van communicatie. Om de pijpleiding sterk en duurzaam te maken, is het beter om deze te solderen. Volgens regelgevende documenten Er zijn twee soorten solderen:
- Hoge temperatuur;
- Lage temperatuur.

Solderen op hoge temperatuur wordt gebruikt waar een bijzonder sterke verbinding van onderdelen vereist is. In het dagelijks leven wordt solderen op hoge temperatuur gebruikt om koperen en messing producten te repareren wanneer er geen ander alternatief is.
Koperen leidingen met je eigen handen solderen is een goed te doen taak. De technologie waarmee producten worden gesoldeerd, omvat het gebruik van elementen zoals:
- Soldeer;
- stroom;
- Borstel;
- Brander.
Speciale gevallen van solderen
De technologie van het uit één stuk solderen van buizen omvat de introductie van soldeer ertussen. Soldeer heeft een smeltpunt dat iets lager is dan koper. Bij het solderen van producten is sprake van een capillair effect, waarbij bevochtiging optreedt en het soldeer zich over het gehele oppervlak verspreidt. Soldeer wordt geproduceerd in de vorm van een draad.
Enige moeilijkheid is het solderen van koper met de volgende metalen:
- aluminium;
- messing;
- Roestvrij staal.
De technologie waarmee koper wordt gecombineerd met aluminium, messing en roestvrij staal verschilt van andere en omvat het gebruik van speciale soldeermiddelen en vloeimiddelen. De verbinding van koper met dergelijke metalen kan niet worden gesoldeerd op de gebruikelijke manier vanwege het feit dat er onmiddellijk een oxidefilm wordt gevormd op het oppervlak van de producten.

Om koper aan aluminium te solderen, moet u:
- Verwijder de oxidefilm;
- Bedek het oppervlak van de producten met colofonium.
Ook wordt de verbinding van koper met messing uitgevoerd met behulp van hard koper-fosforsoldeer.
Waar is flux voor?
De stroom is speciale pasta of een poeder dat het oppervlak van producten reinigt van vuil en oxiden, en ook bijdraagt aan een betere verspreiding van het soldeer. Een andere belangrijk punt is dat de flux een beschermende functie vervult tegen het binnendringen van zuurstof in stompe verbinding. Tegenwoordig zijn er dergelijke soorten flux:
- anti-corrosie;
- Zuur;
- Zuurvrij;
- Geactiveerd.
Flux voor het solderen van koper moet aan de volgende eisen voldoen:
- een smeltpunt hebben onder de soldeertemperatuur;
- Bedek het oppervlak van het product gelijkmatig op de plaats van solderen;
- De flux moet koperoxiden volledig oplossen.

De flux moet worden gebruikt om het metaal te beschermen tegen interactie met lucht, wat resulteert in een hoogwaardige en betrouwbare verbinding van onderdelen.
Na voltooiing van het werk moet de verbinding grondig worden gespoeld en moeten de vloeimiddelresten worden verwijderd om corrosie op de verbinding van de onderdelen te voorkomen.
Welk gereedschap is nodig om te solderen
Om thuis koperen onderdelen te kunnen solderen, heb je gereedschap nodig. Het belangrijkste gereedschap is een soldeerbout, die de functie vervult van het verwarmen van onderdelen. U hebt ook de volgende set hulpmiddelen nodig om te werken:
- Pijpsnijder;
- Afschuining;
- Expander voor buizen;
- Hamer;
- Roulette.
Als soldeerbout wordt meestal een gasbrander gebruikt, waarvan het werk is dat er gas wordt aangevoerd vanuit de ingebouwde cartridge. Dankzij het tipverwarmingssysteem is de gasbrander binnen enkele seconden klaar voor gebruik. De gasbrander is van de volgende typen:
- Voor eenmalig gebruik;
- Met een stationaire ballon;
- Acetyleen-zuurstof.

De gasbrander verschilt volgens de volgende criteria:
- Stroom;
- prestatie;
- De samenstelling van het gas.
Om leidingen op aan te sluiten bouwplaatsen of andere openbare voorzieningen, hebt u krachtige apparatuur nodig - een apparaat met een stationaire gasfles.
Geschikt voor het aansluiten van leidingen in huis huishoudelijk apparaat met een wegwerpballon.
Dergelijke apparatuur heeft veel positieve voordelen:
- Mobiliteit;
- Multifunctionaliteit;
- De verwarmingssnelheid aanpassen;
- Beveiliging.
Een kwaliteitsgasbrander moet een helderblauwe vlam hebben. Om de brander bij te tanken, is gewoon aanstekergas geschikt, dat volgens hetzelfde principe werkt.
De samenstelling van het gas verschilt afhankelijk van het soort soldeerwerk. Er zijn dergelijke soorten samenstelling van het gasmengsel:
- Gas - lucht;
- Het gas is zuurstof.

Gasbrander voor het solderen van koperen leidingen
Het solderen van koperen leidingen is geen probleem. De behoefte hieraan ontstaat tijdens de reparatie of systeem installatie watervoorziening of airconditioning. U kunt zelf leidingen solderen als u over de nodige kennis op dit gebied beschikt. Om zeker te zijn van de kwaliteit van de procedure en de daaropvolgende werking van koperproducten, dient u contact op te nemen met de specialisten.
Methode voor het solderen van koperen buizen
 Koperen leidingen worden vaak gebruikt bij verwarming en sanitair systeem. Hoewel koper een duur materiaal is, is het kwaliteitskenmerken geef geen twijfels over de betrouwbaarheid van producten die ervan zijn gemaakt. Het metaal is gemakkelijk te solderen en reageert bij hoge temperaturen niet op externe omstandigheden. Daarbij verbindt koper zich gemakkelijk met soldeer van vele soorten metalen. Het vereist geen dure fluxen.
Koperen leidingen worden vaak gebruikt bij verwarming en sanitair systeem. Hoewel koper een duur materiaal is, is het kwaliteitskenmerken geef geen twijfels over de betrouwbaarheid van producten die ervan zijn gemaakt. Het metaal is gemakkelijk te solderen en reageert bij hoge temperaturen niet op externe omstandigheden. Daarbij verbindt koper zich gemakkelijk met soldeer van vele soorten metalen. Het vereist geen dure fluxen.
Pijpsolderen wordt al geruime tijd uitgevoerd. Aangezien alle nuances van het werk al zijn bestudeerd, zijn er meestal geen problemen bij het verbinden van de elementen. Essence deze methode is om de voeg tussen de onderdelen te vullen speciale middelen dat heet soldeer. Soldeer voor het solderen van koperen leidingen wordt gesmolten bij hoge temperaturen en vervolgens wordt de vloeibare massa in de verbinding gegoten, waarbij de hele ruimte tussen de elementen wordt gevuld en wordt gewacht tot deze volledig is gestold. Dit type verbinding is betrouwbaar, strak en duurzaam.
Het gemak van deze methode ligt ook in het feit dat de verbonden delen indien nodig gemakkelijk kunnen worden gescheiden. Om de delen van de pijp te scheiden, wordt de verbinding verwarmd zodat het soldeersel zacht en buigzaam wordt.
Onder de voordelen proces moet worden opgemerkt:

Hoge sterkte en prestaties van het toekomstige product zullen de werking ervan verlengen. Werken volgens de werkinstructies, solderen metalen onderdelen zelfs een beginner kan het.
Gereedschappen en materialen
Voor zelf verbinding koperen buizen vereisen geen dure apparatuur of speciale materialen. Alle het juiste gereedschap en fondsen zijn te vinden in elke gespecialiseerde winkel. Voor de juiste uitvoering van het proces heeft u nodig:

Van aanvullende hulpmiddelen je hebt een meetlint, waterpas, harde borstel, hamer en viltstift (of stift) nodig. Er wordt gewerkt in werkkleding en dikke rubberen handschoenen. Houd bij het selecteren van soldeer en vloeimiddel rekening met het type soldeer dat gepland is.
Soldeer soorten
 Soorten soldeer waarmee het gegarandeerd is betrouwbare verbinding koperen buizen door te solderen, veel. Doorgaans gebruiken specialisten lage-temperatuurversies van het element. Met een lage materiaalverwarming worden de verbindingen gemaakt zonder het koper te vervormen. Het nadeel van deze keuze zijn naden van slechte kwaliteit, die verminderde mechanische eigenschappen hebben.
Soorten soldeer waarmee het gegarandeerd is betrouwbare verbinding koperen buizen door te solderen, veel. Doorgaans gebruiken specialisten lage-temperatuurversies van het element. Met een lage materiaalverwarming worden de verbindingen gemaakt zonder het koper te vervormen. Het nadeel van deze keuze zijn naden van slechte kwaliteit, die verminderde mechanische eigenschappen hebben.
Voor het krijgen de sterkste verbindingen soldeer op hoge temperatuur (meer dan 450°C) moet worden gebruikt. Maar ze kunnen alleen maar werken ervaren vakmensen. Bij thermische blootstelling aan metaal is de kans op verbranding groot als een persoon niet over de nodige vaardigheden beschikt voor dergelijk werk. Het solderen van onderdelen van airconditioners en koelunits wordt alleen uitgevoerd met soldeer op hoge temperatuur.
Als een methode bij lage temperatuur wordt gebruikt (tot 450 ° C), gebruiken specialisten loodvrije soldeer voor het solderen van koper, met behulp waarvan het mogelijk is om verbindingen te maken die voldoende bestand zijn tegen mechanische belasting. Meestal worden dergelijke soldeersels gemaakt op basis van tin met toevoeging van een kleine hoeveelheid bismut, selenium, zilver of antimoon. Goedkopere elementen zijn gemaakt van tin met lood. Maar deze optie kan niet worden gebruikt bij het regelen van een watertoevoersysteem waardoor drinkwater omdat lood een giftig materiaal is.
Flux om te solderen
 Bij het solderen bij lage temperatuur wordt meestal een vloeimiddel op basis van zinkchloride gebruikt. Maar u kunt elk ander hulpmiddel kopen dat voor dezelfde doeleinden is ontworpen. Een daarvan is hars-vaselinepasta.
Bij het solderen bij lage temperatuur wordt meestal een vloeimiddel op basis van zinkchloride gebruikt. Maar u kunt elk ander hulpmiddel kopen dat voor dezelfde doeleinden is ontworpen. Een daarvan is hars-vaselinepasta.
Soms wordt het solderen van buizen gedaan zonder het gebruik van vloeimiddel. Maar een sterke verbinding van elementen is alleen mogelijk met solderen op hoge temperatuur, waarbij soldeer van de hoogste kwaliteit uit tin en zilver wordt gebruikt.
Hoe koperen leidingen te solderen
 Solderen bij hoge temperatuur van buizen wordt uitgevoerd bij temperaturen van 650 °C -750°C, solderen bij lage temperatuur - bij 210 °C -240°C.
Solderen bij hoge temperatuur van buizen wordt uitgevoerd bij temperaturen van 650 °C -750°C, solderen bij lage temperatuur - bij 210 °C -240°C.
Koperen leiding solderen niet zo moeilijk om te doen. Het proces moet worden uitgevoerd met goede ventilatie van de kamer. Werkzaamheden worden aanbevolen in beschermende kleding en handschoenen. Om een hoogwaardige verbinding van alle onderdelen uit te voeren, moet u zich houden aan het volgende algoritme van acties:
- De koperen buis wordt met een gereedschap in het gewenste aantal stukken gesneden. De pijpsnijder wordt loodrecht op de as van de pijp geplaatst, dan zal de snede zo gelijkmatig mogelijk zijn.
- Vervolgens worden de metalen stukken schoongemaakt met een metalen borstel en worden de uiteinden verwijderd van bramen en metaalstof met een speciale borstel. Schuurpapier in dit geval zal het niet werken, omdat het koperzand op het metalen oppervlak achterlaat, wat de kwaliteit van de hechting van het soldeersel aan de buis vermindert.
- De diameter van de rand van één van de leidingstukken wordt vergroot met behulp van een leidingtromper. Dan kan een leiding met de gebruikelijke standaardmaat zo'n stukje koper makkelijk in.
- Het geëxpandeerde uiteinde van de buis wordt ook schoongemaakt met een metalen borstel.
- Een vloeimiddel voor het solderen van koperen buizen wordt gelijkmatig aangebracht op het uiteinde van de buis van het kleinste gedeelte. De procedure moet zorgvuldig worden uitgevoerd, anders kan het overtollige product de buis binnendringen en daarin bevroren druppels vormen, waardoor de beweging van water in de toekomst duidelijk hoorbaar zal zijn.
- De bewerkte uiteinden van de buizen worden in elkaar gestoken. Gelijktijdig worden vloeimiddelresten met een vochtige doek verwijderd.
- De kruising wordt verwarmd met een brander. Wanneer de flux op een van de buizen een zilveren tint krijgt, wordt de verwarming van het metaal gestopt.
- Soldeer wordt naar de kruising gebracht, die door hoge temperatuur smelt en de verbindingsholte vult. Wanneer het naadgebied volledig is gevuld met soldeer, wordt het soldeerproces gestopt.
Laat de kruising afkoelen, deze moet worden beschermd tegen elke vorm van mechanische schade. Wanneer de naad is afgekoeld, wordt deze afgeveegd met een vochtige doek, waarbij de resterende flux en soldeer worden verwijderd. Als u de fluxresten op het oppervlak van koperen leidingen negeert, zal dit in de toekomst leiden tot corrosie in de verbinding.
 Beginners in deze branche wordt geadviseerd om eerst te oefenen met overbodig verbruiksartikelen om vervolgens leidingen correct en kwalitatief goed te kunnen solderen. Een proefprocedure zal u helpen de nuances van het proces te begrijpen.
Beginners in deze branche wordt geadviseerd om eerst te oefenen met overbodig verbruiksartikelen om vervolgens leidingen correct en kwalitatief goed te kunnen solderen. Een proefprocedure zal u helpen de nuances van het proces te begrijpen.
Bij het verhitten van de voegen met een brander moet erop worden gelet dat de vlam niet op één punt overbelicht wordt. Omdat de temperatuur bereikt meestal 1000 °C, wordt het gewrichtsgebied gedurende 20-25 seconden gelijkmatig verwarmd.
Aan het einde van het soldeerproces moet het leidingsysteem grondig worden gespoeld met sterke waterdruk. Zo kunt u de buizen volledig ontdoen van overtollig vloeimiddel en soldeer, dat in bevroren vorm in de verbinding is achtergebleven.
Als u op een verantwoorde manier te werk gaat, kan het solderen van koperen leidingen zonder problemen worden gedaan. Kennis van de technologie en voorbereidende training met het materiaal zullen helpen om de taak kwalitatief uit te voeren.