Зачем в современной жизни какие-то медные трубы, да еще и с пайкой? Сплошные пережитки прошлого, когда есть классные синтетические заменители, технологии склеивания и много чего другого. Что ж, такого рода вопросы вполне могут возникнуть и возникают во многих головах. Отвечаем.
Медные вещи – чудесное явление в нашей технической жизни, это вечные трубы в доме, которые стоят того, чтобы прочитать нашу статью и вплотную заняться обустройством, к примеру, своего жилища. – процесс с особенностями, которые нужно знать, что вполне по силам всем, кто в этом заинтересован.
Все очень просто: нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.

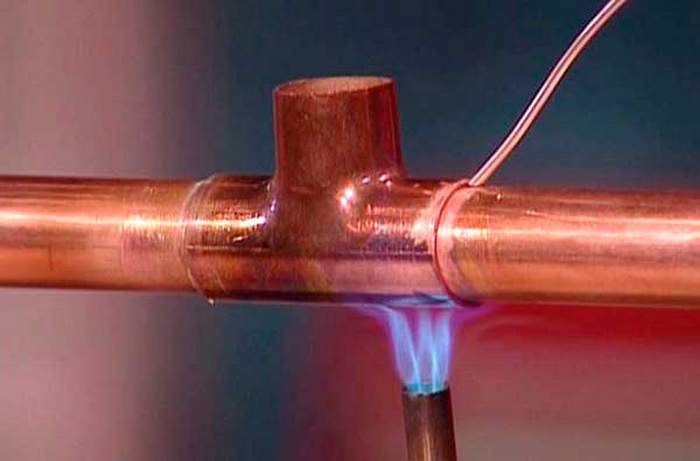
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Что нужно иметь для пайки меди
Никакого дорогостоящего оборудования для пайки меди или особых расходных материалов не нужно, все очень просто.
Для пайки медных труб для домашнего пользования понадобится следующее:
- Нагревательный элемент в виде газовой горелки для нагрева и расплавления припоя.
Чаще всего используется пропан с регулируемым давлением. Можно использовать паяльник помощнее или строительный фен также с приличной мощностью. - Специальный резак для медных изделий.
Медь – металл весьма мягкий, поэтому резать ее нужно с нежностью из-за риска помять стенки. Такие резаки называются труборезами, они отличаются огромным разнообразием – на любой вкус. Модели на рынке предлагаются во всем многообразии, включая устройства для резки в самых труднодоступных местах. - Фитинги для пайки, если предполагаются сгибы не отожженных трубок.
- Расширитель для труб – также специальное устройство для увеличения диаметра медной трубы перед нагреванием, если это необходимо.
Такая возможность чрезвычайно важна, когда стыкуются изделия с размерами, немного не совпадающими по своим размерам. - Так называемый «фаскосниматель» – устройство, где название говорит само за себя.
Речь о снятии фасок с торцевых сторон трубок. Дело в том, что после обрезки на торцах могут образоваться металлические заусеницы. Они вовсе небезобидные, а даже наоборот – не дадут сформировать прочное и красивое стыковое соединение. Фаскосниматели бывают двух видов: в виде карандаша или круглые по форме. Предпочтительнее и удобнее в работе круглые: с их помощью можно убирать заусеницы с мягких медных изделий с диаметром вплоть до 36-ти мм. - Щетки и ершики со стальной щетиной для подготовки медных деталей: удаления грязи и оксидной пленки.
- Расходный материал для самого припоя.
Припои для пайки медных труб могут быть из двух видов проволоки: медная проволока с высокой температурой плавления, которая содержит небольшую долю в 6% фосфора. Второй вариант – проволока из олова, у которой температура плавления значительно ниже – около 350°С. - Пасты и специальные флюсовые смеси для защиты металла от образования дефектов в виде воздушных пузырей и лучшего сцепления между медью деталей и припоем.
Дополнительными вещами к основным инструментам для пайки медных труб будут неспецифические инструменты:
- измерительная лента или рулетка;
- строительный уровень;
- маркер и кисточка;
- молоток.
Перед началом пайки трубок необходимо решить принципиальный технологический вопрос: каким именно припоем будет вестись пайка? Твердым припоем в виде медной проволоки, который чаще используется в работах с кондиционерами и холодильникам?
Или использовать оловянную проволоку, которая отлично работает с трубами для отопления или водопроводной системой?
Теперь технология: девять этапов и кое-какие советы
Технология пайки медных труб совсем несложная.
Вот на какие этапы можно разделить процесс:
- Кройка и шитье: отрезать металл по нужной длине труборезом.
Место резки делать ровным, резак держать перпендикулярно к поверхности. - Зачистка заготовок металлической щеткой, удаление заусениц с торцов.
На этом этапе нельзя использовать наждачную шкурку из-за риска образования мельчайшего песка, который помешает сцеплению пропоя. - Расширение края одной из труб для того, чтобы конец другой трубы легко вошел в первую с минимальным зазором.
- Тщательная зачистка концов металлической щеткой после его расширения.
- Нанесение флюсовой смеси на конец трубы максимально равномерным тонким слоем.
- Концы труб вставить друг в друга, хорошенько прогреть до момента, когда цвет флюса на трубе станет серебристым.
- К стыку подносят припой, который тут же плавится и заполняет зазор стыка между трубами.
Процесс заканчивается при наполнении зазора припоем. - После разогрева запаянной трубе нужно дать хорошенько остыть – ни в коем случае не трогать ее в это время.
- Протереть, удалить остатки флюса.

Способ соединения труб.
Медных трубок с использованием припоя основан на физическом явлении – капиллярном эффекте. Дело в том, что расплавленный припой заполняет зазор между трубами благодаря силам поверхностного натяжения. После застывания припой в зазоре превращается в крепкий монолитный шов.
Если вдруг случился дефект в виде свища или повреждения стыка, изделие можно быстро и просто отремонтировать. Для этого его достаточно нагреть и демонтировать. После удаления дефектов повторно нагреть и снова спаять.
Чисто стыковые соединения медных изделий делать нельзя – они нежизнеспособны, а у вас обязательно произойдет потоп – вся пайка разрушится. Лучше делать муфтовые соединения, расширяя конец одной из труб.
Теперь о сгибании. Гнуть с использованием трубогиба можно только мягкие отожженные трубы. Если они не отожженные, используются медные фитинги под пайку. Угол может быть 90° и меньше.
Плюсы и минусы пайки медных труб
Для начала вспомним, что медь – металл в высокой температурой плавления и вообще довольно капризный, со своим характером. С нашей точки зрения эта особенность несет как плюсы, так и минусы для работы с ней.
Однозначный плюс заключается в возможности непрерывного процесса нагревания и благодаря способности меди держать и сохранять тепло, даже если в нагреве произойдет перерыв.
Серьезный плюс – доступность расходных материалов и оборудования. Не нужно приобретать ничего специально, все необходимые вещи обычно имеются в любой домашней мастерской.
Однозначный минус – высокая степень рассеивания тепла, из-за чего нагрев нужен «с запасом».
Еще один технологический минус – нагревание всего изделия вместе с местами крепления. Из-за этого работать нужно в перчатках и с большой осторожностью.
Расходные материалы

Порядок пайки медных труб.
Что потребуется для пайки:
- Флюс на салициловой кислоте.
Химический состав флюсов для пайки медных труб довольно сложный: в нем есть и спирт, и вазелин, и даже чуть-чуть золота. Его использование приводит к великолепному качеству швов. - Группа растворителей на фосфоре.
Отлично очищают детали от окислов и дополнительно вытесняют ненужную воду из места пайки. - Канифоль.
Ее практически не используют в чистом виде. В смесях она отлично комбинируется с солями натрия: если расплавленная канифоль покрывает поверхность пайки пленкой, то соль натрия играет роль антиоксиданта. Есть и недостаток: смесь не любит нагрева. - Домашняя смесь на аспирине.
Можно сделать смесь и самостоятельно: берем вазелин, спирт, за основу – таблетки аспирина. Особой эффективностью такая смесь не отличается. С ней можно работать лишь на электромонтажных заданиях. - Паста для пайки медных труб.
Эта флюс паста для пайки меди стоит подороже, но овчинка выделки стоит. Применяется в ответственных заданиях. Паста отлично прилипает к рабочей поверхности, растекается тонким слоем при нагревании – великолепный вариант. - для пайки медных труб.
Выбор вида припоя зависит от того, что именно вы собираетесь паять. Если главными критериями являются прочность и стойкость к высоким температурам, нужно выбирать припой из медной проволоки с долей фосфора. Самым популярным и доступным является мягкий припой – из олова. Он годится для всех водопроводных систем. Сюда же можно отнести и фитинги для медных труб под пайку.
Пайка газовой горелкой
Сначала разберёмся с низкотемпературным способом. медных труб мягким припоем нагрев происходит постепенно и довольно долго, припой плавится от нагретой детали. Можно использовать как горелку, так и фен с паяльником. В качестве газов применяют пропан или бутан. Все привычно, ничего особого и нового.
Высокотемпературная пайка меди происходит при нагреве до 650°С и выше. Здесь феном или паяльником вы не обойдетесь, нужна будет газовая горелка на смеси ацетилена и кислорода. Здесь важно помнить, что вы получите одновременный нагрев припоя и места шва.
Припой расплавляется мгновенно – от одного прикосновения и сразу же заполняет зазор. Даем остыть самым естественным образом, никаких обливаний водой.
По окончании пайки медной трубы твердым припоем удаляем остатки флюсовой смеси, протираем тряпочкой. Делаем финишный осмотр на предмет возможных дефектов.
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Медь - мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава - неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками - задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
- Низкозмпературный способ . Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод . Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ

- Труборез . Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель . Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель . Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель . Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка . Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой

Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов - твёрдый и мягкий.
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб

Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок

При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений
Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях

Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Что понадобится в процессе

Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.

Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины

Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы

Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой

После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке

При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа

При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди

Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Кстати купить медные трубки можно недорого на сайте https://eurometalgroup.ru/
Пайка медных труб — это простой и надежный способ неразъемного соединения трубопровода. Медь относится к тем металлам, которые отлично поддаются пайке. Однако, чтобы проводить работу своими руками, необходимо придерживаться правил безопасности и иметь определенные знания.
Чтобы понять, как паять медные трубы, нужно изучить технологию процесса пайки, перечень оборудования и инструментов для проведения работ.
Технология соединения трубопровода
Медь является отличным материалом для проведения таких коммуникаций, как водоснабжение, отопление и газопровод. Медные изделия имеют массу положительных характеристик, а именно:
- Не поддаются коррозии;
- Имеют гладкую поверхность;
- Не боятся ультрафиолетового излучения;
- Обладают бактерицидными свойствами;
- Обладают высокой теплопроводностью;
- Выдерживают высокую температуру;
- Прочны;
- Долговечны.
Несмотря на то, что медь — это сравнительно дорогой материал, ее все чаще выбирают при обустройстве коммуникаций. Чтобы трубопровод был прочный и долговечный, его лучше запаять. Согласно нормативным документам бывает две разновидности пайки:
- Высокотемпературная;
- Низкотемпературная.

Высокотемпературная пайка применяется там, где необходимо особо прочное соединение деталей. В быту высокотемпературная пайка используется для ремонта изделий из меди и латуни в тех случаях, когда нет другой альтернативы.
Пайка медных труб своими руками — вполне выполнимая задача. Технология, с помощью которой осуществляется пайка изделий, подразумевает использование таких элементов, как:
- Припой;
- Флюс;
- Щетка;
- Горелка.
Особые случаи паечного соединения
Технология неразъемной пайки труб предполагает введение между ними припоя. Припой имеет температуру плавления несколько ниже, нежели медь. Пайка изделий предусматривает капиллярный эффект, при котором происходит смачивание и припой растекается по всей поверхности. Припой производится в виде проволоки.
Некоторую сложность представляет пайка меди со следующими металлами:
- Алюминием;
- Латунью;
- Нержавейкой.
Технология, с помощью которой происходит соединение меди с алюминием, латунью и нержавейкой отличается от других, и предполагает использование специальных припоев и флюсов. Соединение меди с такими металлами нельзя запаять обычным способом ввиду того, что на поверхности изделий моментально образуется оксидная пленка.

Для того чтобы спаять медь с алюминием, необходимо:
- Удалить окисную пленку;
- Покрыть поверхность изделий канифолью.
Также соединение меди с латунью осуществляют с помощью твердого медно-фосфорного припоя.
Для чего предназначен флюс
Флюс представляет собой специальную пасту либо порошок, который очищает поверхность изделий от грязи и окислов, а также способствует лучшему растеканию припоя. Еще одним важным моментом является то, что флюс выполняет защитную функцию от попадания кислорода в стыковочный шов. На сегодня существуют такие разновидности флюса:
- Антикоррозийные;
- Кислотные;
- Бескислотные;
- Активированные.
Флюс для пайки меди должен соответствовать следующим требованиям:
- Иметь температуру плавления ниже температуры припоя;
- Равномерно покрывать поверхность изделия в месте пайки;
- Флюс должен полностью растворять окислы меди.

Флюс необходимо использовать для защиты металла от взаимодействия с воздухом, благодаря чему получается качественное и надежное соединение деталей.
После завершения работы место соединения обязательно необходимо тщательно промыть и убрать остатки флюса, во избежание образования коррозии в месте соединения деталей.
Какой инструмент необходимый для пайки
Для того чтобы спаять детали из меди в домашних условиях, необходимо иметь набор инструментов. Главный инструмент — это паяльник, который выполняет функцию нагрева деталей. Также для работы потребуется следующий набор инструментов:
- Труборез;
- Фаскосниматель;
- Расширитель для труб;
- Молоток;
- Рулетка.
В качестве паяльника чаще всего используется газовая горелка, работа которой заключается в том, что из встроенного баллончика подается газ. Благодаря системе нагрева жала, газовая горелка готова к работе уже через несколько секунд. Газовая горелка бывает таких видов:
- Для одноразового использования;
- Со стационарным баллоном;
- Ацетилен-кислородная.

Газовая горелка отличается по следующим критериям:
- Мощности;
- Производительности;
- Составу газа.
Для того чтобы осуществить соединение труб на строительных площадках или других объектах коммунального хозяйства, необходимо мощное оборудование — аппарат со стационарным газовым баллоном.
Для соединения труб в домашних условиях подойдет бытовой аппарат с одноразовым баллоном.
Такое оборудование отличается массой положительных достоинств:
- Мобильностью;
- Многофункциональностью;
- Регулировкой скорости нагрева;
- Безопасностью.
Качественная газовая горелка должна иметь ярко-синее пламя. Для заправки горелки подойдет обычный газ для зажигалок, которая работает по такому же принципу.
Состав газа отличается в зависимости от вида пайки. Существуют такие разновидности состава газовой смеси:
- Газ — воздух;
- Газ — кислород.

Газовая горелка для пайки медных труб
Пайка медных труб не представляет большой сложности. Необходимость в этом возникает во время ремонта или монтажа системы подачи воды или кондиционирования. Пайку труб можно совершить самостоятельно, если имеются необходимые знания в этой области. Для уверенности в качестве процедуры и последующей эксплуатации медных изделий следует обратиться к специалистам.
Метод пайки труб из меди
 Трубы из меди часто используют в отопительной и водопроводной системе. Хотя медь является недешевым материалом, её качественные характеристики не дают сомневаться в надёжности изделий, выполненных из неё. Металл легко поддаётся пайке и не реагирует при высоких температурах на внешние условия. В процессе медь легко соединяется с припоями многих видов металлов. Для неё не требуются дорогостоящие флюсы.
Трубы из меди часто используют в отопительной и водопроводной системе. Хотя медь является недешевым материалом, её качественные характеристики не дают сомневаться в надёжности изделий, выполненных из неё. Металл легко поддаётся пайке и не реагирует при высоких температурах на внешние условия. В процессе медь легко соединяется с припоями многих видов металлов. Для неё не требуются дорогостоящие флюсы.
Пайку труб осуществляют уже довольно давно. Поскольку все нюансы работы уже изучены, в процессе соединения элементов обычно не возникает никаких проблем. Сущность данного метода заключается в заполнении стыка между деталями специальным средством, которое называется припой. Припой для пайки медных труб расплавляют при высоких температурах, а затем жидкую массу выливают в стык, заполняя все пространство между элементами, и ждут полного её застывания. Данный вид соединения является надёжным, герметичным и долговечным.
Удобство такого метода заключается ещё и в том, что соединённые детали можно будет легко разъединить, если в этом возникнет необходимость. Для отделения частей трубы место соединения нагревают, чтобы припой стал мягким и податливым.
Среди достоинств процесса следует отметить:

Высокая прочность и производительность будущего изделия продлит его эксплуатацию. Работая согласно инструкции по работе, пайку металлических деталей сможет исполнить даже новичок.
Инструменты и материалы
Для самостоятельного соединения трубок из меди не требуется какое-то дорогостоящее оборудование или особенные материалы. Все нужные инструменты и средства можно найти в любом специализированном магазине. Для правильного осуществления процесса будут необходимы:

Из дополнительных инструментов понадобятся рулетка, строительный уровень, жёсткая кисточка, молоток и фломастер (или маркер). Работу совершают в рабочей одежде и плотных резиновых перчатках. При подборе припоя и флюса следует учитывать тип планируемой пайки.
Виды припоя
 Разновидностей припоев, с которыми гарантировано надёжное соединение трубок из меди при помощи пайки, множество. Обычно специалисты используют низкотемпературные варианты элемента. С низким нагревом материала соединения создаются без деформации меди. Минусом такого выбора выступают некачественные швы, у которых понижены механические качества.
Разновидностей припоев, с которыми гарантировано надёжное соединение трубок из меди при помощи пайки, множество. Обычно специалисты используют низкотемпературные варианты элемента. С низким нагревом материала соединения создаются без деформации меди. Минусом такого выбора выступают некачественные швы, у которых понижены механические качества.
Для получения максимально прочных соединений следует использовать высокотемпературные припои (свыше 450°С). Но работать с ними могут только опытные мастера. При термическом воздействии на металл существует высокая вероятность совершения прожига, если у человека нет необходимых навыков в такой работе. Пайку деталей кондиционеров и холодильных агрегатов совершают только с высокотемпературным припоем.
Если применяется низкотемпературный метод (до 450°С), тогда специалисты используют бессвинцовые припои для пайки меди, с помощью которых возможно создание достаточно устойчивых к механическим нагрузкам соединений. Обычно такие припои производят на основе олова с добавлением небольшого количества висмута, селена, серебра или сурьмы. Более дешёвые элементы изготавливают из олова со свинцом. Но данный вариант нельзя применять при обустройстве водопровода, через который поступает питьевая вода, потому что свинец является токсичным материалом.
Флюс для пайки
 При низкотемпературной пайке чаще всего используют флюс, выполненный на основе хлорида с цинком. Но можно приобрести и любое другое средство, предназначенное для тех же целей. Одним из них является канифольно-вазелиновая паста.
При низкотемпературной пайке чаще всего используют флюс, выполненный на основе хлорида с цинком. Но можно приобрести и любое другое средство, предназначенное для тех же целей. Одним из них является канифольно-вазелиновая паста.
Иногда пайку трубок совершают без применения флюса. Но прочное соединение элементов возможно только с высокотемпературной пайкой, при которой используются наиболее качественные припои из олова и серебра.
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную - при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную - при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
 Новичкам в этом деле советуют сначала потренироваться с ненужным расходным материалом, чтобы в последующем совершить правильную и качественную пайку труб. Пробная процедура поможет понять нюансы процесса.
Новичкам в этом деле советуют сначала потренироваться с ненужным расходным материалом, чтобы в последующем совершить правильную и качественную пайку труб. Пробная процедура поможет понять нюансы процесса.
Когда стыки нагреваются горелкой, следует смотреть, чтобы пламя не передерживалось в одной точке. Поскольку температура обычно достигает 1000 °C, участок соединения равномерно разогревают в течение 20−25 секунд.
В конце процесса пайки систему трубопровода следует тщательно промыть при помощи значительного напора воды. Именно так можно полностью избавить трубки от излишков флюса и припоя, которые остались в застывшем виде внутри соединения.
Если ответственно подойти к работе, то пайку труб из меди можно будет выполнить без сложностей. Знание технологии и предварительная тренировка с материалом поможет качественно осуществить поставленную задачу.