Термін служби стрічкової пилки по дереву залежить від якості її заточування. Її можна виконувати як самостійно, так і вдаючись до послуг спеціалізованих компаній. У першому випадку необхідно детально ознайомитися з технологією та низкою особливостей.
Конструкція стрічкової пилки
Стрічкова пилка відноситься до розряду різальних інструментів і є невід'ємною частиною спеціалізованого обладнання з обробки деревини. Вона є замкнутою стрічкою, на зовнішній кромці якої розташовані зуби.
Для виготовлення застосовуються спеціальні сорти сталі – 9ХФ, Б2Ф чи С75. У процесі виробництва зуби піддаються обробці високочастотними струмами. Це збільшує їхню твердість. Саме цей факт впливає на розлучення ріжучих кромок та ремонтопридатність. Нерідко під час виготовлення застосовують кілька типів сталі. Основна стрічка виготовляється із пружинної, а ріжуча частина – із сталі з великим вмістом вольфраму чи кобальту.
Особливості застосування стрічкових пилок для дерева:
- вимоги до деревини. Чим вона твердіша – тим швидше затупиться лезо;
- умови встановлення. Обов'язково дотримується показник натягу. Якщо він буде меншим за потрібне – відбудеться обвисання. При сильному натягу збільшиться ймовірність поломки полотна;
- періодичне заточування. Для цього буде потрібний спеціальний верстат.
- крок зуба. Це відстань між різальними елементами конструкції. Часті значення - 19, 22 і 25 мм;
- висота зуба. Величина від його основи до вершини;
- кут. Головне значення, яке необхідно знати на формування різальної площини. Для столярних моделей він становить 35 °. У ділильних пилах кут дорівнює від 18 ° до 22 °. У конструкціях для обробки бруса – 10 ° -15 °;
- розлучення. Визначає відхилення зуба від загальної поверхні полотна.
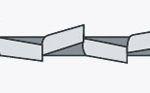
- класична. Почерговий відгин зубів щодо полотна в праву та ліву сторони;
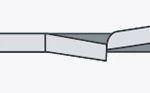
- зачищаюча. Перший і другий зуби відхиляються праворуч і ліворуч, а третій залишається незмінним. Така методика застосовується для пилок, які призначені для обробки твердих порід;
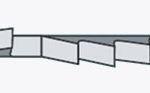
- хвиляста. Кут розведення кожного зуба індивідуальний. У результаті вони формують ріжучу кромку, що нагадує хвилю. Найскладніший тип розведення.
- Наждак прямує вниз. У цей час відбувається обробка передньої грані з ріжучою кромкою.
- Формування зрізу у падіні. Це робиться без відриву від полотна. Даний етап дозволяє видалити мікротріщини та нерівності. Важливим моментом є зниження поверхневого натягу, що є основною причиною деформації полотна.
- Коло рухається вгору. Проточується задня частина зуба та його ріжуча кромка.
- Ролики мають бути виставлені по горизонталі та по вертикалі
- Ролик не повинен віджимати пилку вниз від її вільного стану більш ніж на величину, вказану виробником, залежно від типу верстата.
- Задній бік пили не повинен відстояти від завзятого виступу ролика більш ніж на величину, вказану виробником залежно від типу верстата.
- Стрічкові пристрої, призначені для різання дерева, виробляють з легованої інструментальної сталі, яка має твердість від 40 до 46 HRC.
- Ширина різу (пропилу) у стрічкових інструментів набагато менше, ніж у дискових аналогів. При обробці дешевого дерева даний момент не настільки помітний, але при різанні цінних та екзотичних сортів деревини він важливий критично.
- Верстат може пиляти заготовки будь-якого розміру. При цьому стрічковий інструмент працює швидко та створює різ високої якості.
- Відходів (стружка, тирса) при використанні такого типу пилок дуже мало.
- При класичному методі зубчики відгинаються ліворуч-праворуч у суворій черговості.
- При способі, що зачищає, кожен третій із зубів залишається у вихідній позиції. Він є оптимальним для пристроїв, призначених для різання особливо твердих сортів деревини.
- При хвилястій розводженні кожному зубу надається своя окрема величина відгину. У цьому випадку профіль полотна набуває вигляду хвилі. Цей метод найбільш складний.
- Потреба операції визначається візуально. При цьому слід звернути увагу на стан зубчиків та якість стінок розрізу (наприклад, збільшену їхню шорсткість).
- Круги для точки стрічкового інструменту обираються, виходячи зі ступеня жорсткості зубчиків. Для роботи з пристроями з інструментальної сталі потрібні корундові диски. Пилки біметалічні точать на борозонових або алмазних колах.
- Форму наждака для стрічкових пристроїв треба вибирати, відштовхуючись від параметрів. Відомі кола чашкові, профільні, тарілчасті, плоскі.
- Перед здійсненням операції необхідно вивернути пилу і дати їй повисіти в такому положенні близько 10-12 годин.
- Зняття металу за профілем зубців має бути рівномірним.
- Зайвий натиск заточувального пристрою повинен бути припинений. Він може призвести до відпалу.
- Профіль полотна та висота зубців повинні залишатися незмінними.
- Повинне бути забезпечене охолодження рідини при здійсненні операції.
- Задирок на зубчиках виникати не повинно.
- Він найякісніший, операція здійснюється на верстаті-автоматі.
- Ельборовий наждак, вибраний точно формою, проходить всю поверхню межзубцовой западини разом із супутніми площинами сусідніх зубців одним рухом.
- Створення незграбних у вершин зубів виключається повністю.
- Відносний мінус подібного заточування – це потреба мати у своєму розпорядженні відповідну кількість кіл для полотен, що мають різні профілі.
Виконання останнього пункту дозволить збільшити термін служби стрічкової конструкції. Однак зробити заточування самостійно проблематично - необхідно підібрати правильне розведення, дотримати кут обробки лез.
При купівлі пили потрібно звертати увагу на наявність ремонтних зварювальних швів на полотні. Вони вказують на часті поломки інструменту.
Форми різальної частини та кут заточування
На першому етапі визначається тип стрічкової пилки. Головним показником є форма зубів. Залежно від цього параметра вони поділяються на ділильні, столярні або призначені для розпилювання колод. Початкову геометрію та кут розведення визначає виробник. Ці дані рекомендується дізнаватися ще на етапі закупівлі комплектуючих. Вони необхідні визначення параметрів верстата.
Для твердих видів деревини значення переднього кута має бути мінімальним. Це забезпечує оптимальний контакт матеріалу обробки із металом. Якщо ж планується обробка м'яких сортів – збільшення швидкості обробки можна використовувати моделі з великим значенням переднього кута.
Визначальними параметрами для самостійного оновлення ріжучої кромки є:
Після виконання роботи на верстаті в ідеалі, ці характеристики повинні залишатися незмінними. Для кожної моделі виробник визначає максимальне відхилення. Якщо під час експлуатації його буде досягнуто – необхідно набувати нової моделі.
З метою усунення резонансу в деяких видах різальних інструментів роблять змінний крок розташування зубів. Це не впливає на ручне заточування, але вимагає ретельного встановлення параметрів під час автоматизованого.
Розведення стрічкової пилки

Перед формуванням ріжучої кромки слід зробити правильне розведення зубів. Протягом усього періоду експлуатації через постійні навантаження їх розташування може змінитися. Тому спочатку відбувається регулювання геометрії, а потім заточування.
Розведення є відгином зубів щодо площини основного полотна. Ця процедура виконується лише на спеціальному верстаті. У разі великих розбіжностей по всій довжині стрічки можливе передчасне пошкодження чи поломка полотна. Тому слід визначитися з типом розведення.
Кут нахилу повинен відповідати первісному. Також враховується вид розведення, який може бути таким:
Під час виконання відгину деформації піддається не весь зуб, а лише його частина. Найчастіше відхилення відбувається по 2/3 загальної висоти.
Середня величина розлучення обмежується значеннями від 03 до 07 мм. Це стосується стандартних моделей стрічкових пилок по дереву.

Важливе значення має правильний вибір типу заточувального кола. Він повинен відповідати маркам сталі, з якої виготовлена стрічкова пилка. Для конструкцій із інструментальної сталі застосовуються корундові круги. Якщо потрібно покращити ріжучі властивості біметалевих моделей – слід використовувати ельборові або алмазні круги.
Залежно від технічних можливостей можна виконати повнопрофільну обробку або кожну різальну частину окремо. У першому випадку знадобиться ельборове коло, торець якого має таку форму, що й у пили. Для другого варіанта виконується обробка кожного зуба.
Попередньо знадобиться верстат. Він повинен мати функції регулювання швидкості обертання диска та зміну його розташування щодо інструменту. Після закріплення полотна у спеціальній станині слід виконати такі дії за наступною інструкцією.
За такою ж методикою відбувається оновлення решти всіх зубів. Важливо, щоб значення кутів входу та виходу були скрізь однаковими. В іншому випадку при відмінностях геометрії в одній із частин погіршуватимуться експлуатаційні якості.
При тривалому контакті кола з металом може різко підвищитися температура поверхні останньої. Для усунення цього ефекту застосовують спеціальні охолодні рідини, що надходять безпосередньо з верстата. Подача проводиться постійно, щоб уникнути формування зони напруження. У цій частині механічна міцність буде погіршена.
Щоб уникнути появи зазубрин перед обробкою деревини, потрібно перевірити наявність у ній металевих компонентів. Також особлива увага приділяється фіксації та рівномірній подачі заготовки для розпилювання.
ІНСТРУКЦІЯ ПО ЕКСПЛУАТАЦІЇ СТРІЧКОВИХ ПИЛ
ІНСТРУКЦІЯ ПО ЕКСПЛУАТАЦІЇ СТРІЧКОВИХ ПИЛ WOOD-MIZER
Пила WOOD-MAIZER виготовлена з високовуглецевої сталі і термооброблена таким чином, щоб забезпечити максимальну стабільність пили в пропилі, саме тому наша компанія рекомендує до застосування пили WOOD-MAIZER, однак, у будь-якої позитивної якості не може не бути побічних явищ, що супроводжують його. Є такі і у пил WOODMAIZER. Вони вимагають себе суворішого відношення з боку операторів і заточників.
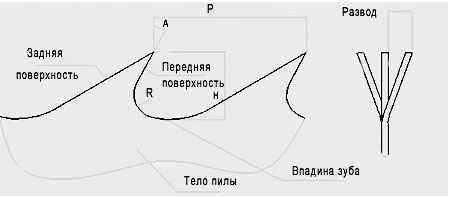
1 КРОК ЗУБУ ЛЕЗА
Крок зуба леза – це відстань між вершинами двох сусідніх зубів. Для лез WOOD-MIZER він складає 22 мм. Крок зуба постійний і не змінюється у процесі заточування.
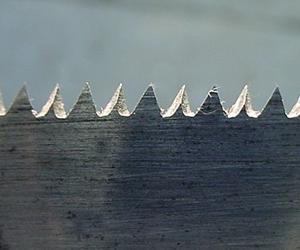
Висота зуба - це відстань між основою міжзубового заглиблення та вершиною зуба. Завдяки наявності міжзубового поглиблення тирси під час розпилювання видаляються з робочої зони леза. Висота зуба повинна бути достатньою для забезпечення видалення тирси, що накопичується в міжзубовому заглибленні в процесі пиляння.
Висота зубів лез WOOD-MIZER оптимальна для будь-яких видів розпилювання. При заточенні леза висота зуба зменшується. Для збереження необхідної висоти зуба необхідно поглиблювати канавку між зубами доти, доки висота зуба не буде відповідати 4,8 мм. Див. Таблицю 1 наприкінці цього розділу.
Леза із зубами висотою 4,8 мм. використовуються для будь-яких видів розпилювання. Леза із зубами висотою 4.0 мм використовуються в основному для розпилювання мерзлих, твердих порід деревини. Леза із зубами висотою 4.3-6.4 мм можуть використовуватися для обробки дуже м'яких порід деревини.
3 КУТ заточування
Кут заточування, ступінь заточування та розведення зубів – найважливіші фактори, що впливають на робочі характеристики леза. Всі ці фактори впливають на якість розпилювання та продуктивність розпилювальної установки.
Кут заточування – це кут відхилення торця зуба від вертикалі. Завдяки наявності кута заточування зуб «зачіплює» деревину. Зуб повинен проникнути досить глибоко в деревину, щоб лезо ефективно могло виробляти викид тирси. Якщо кут заточування занадто великий для даної швидкості подачі пили, це може призвести до появи вібрацій і як наслідок - погіршення якості розпилу. При малому куті заточування зуб не входитиме в деревину на достатню глибину, що може призвести до додаткових навантажень під час розпилювання та погіршення якості розпилу.
Величина кута заточування залежить від типу деревини, що обробляється, і продуктивності установки. Як правило, чим менше кут заточування, тим менша продуктивність розпилювальних установок См Таблицю 1 в кінці розділу.
4 КУТ ТОРЦЯ
Кут торця – це кут відхилення торця зуба щодо самого леза.
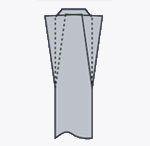
При невідхиленому положенні зуба кут торця дорівнює 90 градусів. При розведенні леза кут торця змінюється на кілька градусів і стає більшим за 90 градусів.
5 РОЗВЕДЕННЯ ЗУБІВ
Розведення зубів - це важливий фактор, що впливає на розпилювальні характеристики леза.
Розведення зубів – це лінійна величина відхилення зуба на заданий кут щодо площини леза. Чим більше розведення зубів, тим ширше пропив і більше зусилля потрібно прикласти при розпилюванні.
Таблицю 1. Розведення зубів, що рекомендується, як правило становить 0.5 - 0.55 мм для 1.1 мм лез. При роботі з твердими порогами і мерзлою деревиною величина розведення повинна бути укладена в діапазоні 0.4 - 0.45 мм для 1.1 мм лез. Велике розведення використовується при роботі з м'якими породами деревини (0.55 - 0.6 мм для 1.1 мм лез).
Запам'ятайте, що при заточенні зубів та зменшенні їх висоти, розведення також зменшується і потрібне проведення розведення зубів леза.
Пила WOOD-MIZER розроблена спочатку набагато жорсткішою, ніж практично всі її основні конкуренти, тому вона не втрачає стійкості при меншому, ніж інші пили натягу, а чим менше натяг, тим менше напруги, що виникають в полотні і, як наслідок, менше ймовірність розриву пили.
Для того, щоб правильно виставити натяг полотна на пилорамі слід зробити таке:
Пилити треба на мінімально можливому натягу (150 - 170 атм.), Це продовжить життя пили.
Для того, щоб отримувати пиломатеріал високої якості, не переплачуючи при цьому за пилки, потрібно дотримуватися низки нескладних вимог:
a) Необхідно стежити за станом ременів на шківах, два ремені коштують менше, ніж одна пила, тому можна дозволити собі міняти їх трохи частіше, і економити на пилах незрівнянні гроші. Абсолютно неприпустиме проходження полотна пили по металу, якщо це відбувається, то пила не простоїть і однієї години.
b) Важливо правильно виставити полотно пили на шківах: відстань від западини зуба до кромки шківа може змінюватись в залежності від типу верстата.
c) Правильно виставити напрямні ролики:
d) При точенні пилки форма зуба повинна повторюватися точно зразком.
e) Розведення полотна повинно відповідати виконуваній роботі, оскільки полотно,
впевнено пиляє колоду діаметром 30 см., не буде з тим же успіхом пиляти
колоду діаметром 60 см., тому що об'єм відрізаних від пропилу тирси приблизно в два рази більше.
f) Виберіть правильне мастило для пилки. Оптимальним мастилом є суміш з 50% солярки і 50% олії для мастила для шин бензопил (для пиляння при температурі нижче -15 ° С). Ця суміш повинна наноситися на пилку тонким шаром за допомогою розпилення. Мастила не повинно бути багато, одного напилення вистачить на деякий час. Ви легко помітите, що настав час змащувати ще після того, як повернеться звук, який зник після нанесення мастила. Наносите мастило таким чином, щоб воно потрапляло на обидві сторони пили. Застосування мастила дозволить Вам також знизити кількість «зацвілих» дощок, від тирси і води, що на них потрапляє.
g) ЗНІМАЙТЕ НАТЯЖЕННЯ ПИЛИ, ЯК ТІЛЬКИ ПРИПИНИЛИ ПИЛИТИ
У процесі пиляння пили розігріваються і, як наслідок, збільшуються в довжину. Охолоджуючи, пилки прагнуть стиснутись до свого початкового розміру і в процесі цього в пилці виникають надлишкові напруги. Крім цього, в пилці залишається пам'ять від форми двох шківів, що не подовжує життя пили.
До того ж. ремені на шківах виявляються зім'ятими, що робить їх, по-перше, не круглими і додає додаткову вібрацію на пилку, а по-друге, заминає «горбію» на ремені, який забезпечує саме центрування пилки на шківах.
ЯК ЗРОЗУМІТИ, ЧИ ПРАВИЛЬНО РОЗВЕДЕНА ВАША ПИЛА?
Розлучення можна вважати оптимальним, коли між полотном пили та деревом, яке вона пропилює, знаходиться суміш із 65-70% тирси та 30-35% повітря. Зовнішнім проявом того, що пилка розведена правильно, є те, що вона викидає з пропилу приблизно 80-85% тирси.
У випадку, коли розведення пилки недостатнє, на поверхні дошки залишається щільно спресована гаряча тирса, нічого гіршого для пилки неможливо придумати. Тирса повинна бути теплою, а не гарячою і не холодною.
Пила, яка розведена занадто сильно, швидше за все, пилятиме ривками, а розведена недостатньо буде хвилювати.
Якщо Ви пиляєте колоди діаметром 30 см на хорошій швидкості і тирсу на дотик теплі, то не слід намагатися пиляти колоду діаметром 60 см. Пилою з тим же розлученням, адже їй доведеться видаляти з пропилу вдвічі більше тирси, а отже слід збільшити розлучення (приблизно на 20%.
Висновок: колоди слід сортувати за товщиною, перш ніж їх пиляти.
Ще один дуже важливий момент: слід розводити тільки верхню третину зуба, не розводьте зуб під корінь, в процесі пиляння повинен брати участь тільки гострий куточок на самій вершині зуба.
Не забувайте, що чим м'якше дерево, яке Ви пиляєте, тим більше має бути розлучення.
Точити пилку слід після вільного провису 4-5 годин у вивернутому стані з мінімальним зніманням металу (якщо необхідно, то кілька разів), а потім зачистити задирки і розводити Основне правило: найкраще розлучення виходить Вами експериментально, не треба шукати формули для того, щоб його обчислити.
Не забувайте про те, що індикатор на Вашому заточувальному пристрої, це тонкий прилад. Збити його налаштування нічого не варто. Працює він у надзвичайно напруженому режимі, судіть самі: на вашій пилці приблизно 220 зубів. Ви переточуєте пилку 15 разів, виходить, що за життя пилки; індикатор спрацьовує при її розведенні принаймні 3,5-4 тисячі разів (часто доводиться розводити зуб у кілька прийомів). Цей приклад наведено з метою нагадати Вам про це. що індикатор з часом зношується і що перевіряти його встановлення слід частіше .
Неодноразово доведено, що якість розпилу значною мірою залежить від того, яку форму мають зуби пили. Форма зуба розроблялася та вивірялася
роками і ще раз проводити ці експерименти недоцільно. А тому, доцільно мати зразок (сантиметрів 30) пили та котролювати форму зуба щоразу, коли ви переточуєте пилку.
СПОСОБИ ДОЗВОЛУ МОЖЛИВИХ ПРОБЛЕМ З ПИЛАННЯМ
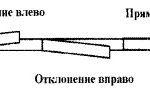
1. При вході в колоду пила робить стрибок нагору і, коли Ви знімаєте дошку, вона крива, як шабля. Це викликано, швидше за все, тим, що кут заточування зуба дуже великий, а розлучення недостатнє. Спробуйте зменшити кут заточування зуба на пару градусів та збільшити розлучення на 2-3 тисячні; на бік.
2. При вході в колоду пила робить стрибок вгору і пиляє практично до кінця колоди, після чого падає вниз. Це явище отримало назву «віджимання» чи «віджиму», тобто кажуть: пилку віджимає. Викликано це, швидше за все, надто великим кутом заточування зуба. Спробуйте зменшити кут заточування на кілька градусів.
3. Пила «пірнає» вниз і пиляє рівно після цього. Це може бути обумовлено декількома причинами, наприклад тим, що пила затупилася, проте, швидше за все, причиною цього явища є недостатній кут заточування пили, що може бути викликано тим, що заточник не заправляє своєчасно камінь, огляньте полотно уважно, якщо форма зуба здасться Вам ідеальною, слід збільшити кут заточування зуба на пару градусів.
4. Пила «пірнає» вниз і, коли ви знімаєте дошку, вона крива як шаблі. Це, швидше за все, викликане недостатнім кутом заточування та недостатнім розведенням одночасно. Подивіться на полотно уважно, якщо форма зуба здасться Вам ідеальною, слід збільшити кут заточування на пару градусів і збільшити розвів на 2-3 тисячних на бік.
5. Пропил йде хвилею. Якщо пила гостра, це відбувається внаслідок занадто маленького розлучення, слід збільшити розлучення на 0.006-0.008 дюйма набік по індикатору.
6. На дошці залишається занадто багато тирси і вони пухкі на дотик. Це, швидше за все, викликане занадто великим розлученням і якщо ви придивитеся уважніше, побачите характерні подряпини поперек полотна дошки, так звані «сліди від зуба». Як Ви вже, напевно, здогадалися, слід трохи зменшити розведення пилки.
7. На полотні пили «накочуються» тирсу. Це викликано тим, що пилка недостатньо розведена і в пропилі не залишається достатньо повітря, полотно пили треться об тирсу, розігрівається і пил напікається на пилу. Збільште розлучення на 0,005 дюйми на бік по індикатору.
8. Тирса «накочується» на верхній поверхні зуба, але на поверхні пилки цього не відбувається. Це зумовлено поганою якістю заточування (занадто велика подача або занадто великий знімання металу і, як результат, погана якість поверхні на западині зуба), або занадто великим кутом заточування зуба, або тим, що полотном продовжували пиляти після того, як воно вже затупилося.
9. Тирса на дошці спресована і гаряча на дотик. Розлучення недостатнє, слід збільшити розлучення на 0.003 дюйми на сторону по індикатору. Кут заточування зменшити.
НЕ ЗАБУДЬТЕ, ЩО ПИЛАННЯ НЕРОЗВЕДЕНОЮ ПИЛОЮ — ЦЕ-САМИЙ ШВИДКИЙ СПОСІБ ЇЇ ПОРВАТИ
10. Пила покривається тріщинами ззаду. Це спричинено тим, що задні упори напрямних роликів стоять надто далеко від тильного боку полотна. Відстань від тильного боку полотна до упору направляючого ролика має перевищувати величину, вказану на обороті залежно від типу верстата.
11. Нова, жодного разу не переточена пилка тріскається по западинах зуба. Це найчастіше викликано тим, що полотно недостатньо розведене для тієї роботи, яку їм намагаються виконати (див. п.4 основних правил пиляння). різа, якщо колода була досить «обваляна» у піску.
12. Після перезаточення полотно покривається тріщинами на западинах зубів. Під час перезаточування одним разом зняли надто велику кількість металу, внаслідок чого вийшов перепал поверхні зуба. Або це пов'язано із зміною геометрії зуба. Порівняйте геометрію зуба з тією, що була спочатку, приклавши до пилки шматок полотна, який жодного разу не переточувався.
Заточування стрічкових пилок по дереву: профіль, зуби та кут заточування. Розведення інструменту та методи заточування
Стрічковопильні верстати призначені для різання різних матеріалів, у тому числі деревини різного рівня твердості. Їхня робоча частина являє собою замкнуту сталеву стрічку, що має зубчики.
Ціна заточування пилок стрічкового типу в спеціальних майстернях порівняно невелика. Але нерідко швидкість і якість виконання замовлення не дуже тішать. Виходячи з цього, роботу можна зробити самотужки.

Стрічкові пилки потребують періодичного заточування.
Конструктивні особливості стрічкових пилок
Зверніть увагу!
Щоб верстат працював завжди стабільно та якісно, слід до його обслуговування підходити гранично відповідально.
Заточування та розведення стрічкових пилок по дереву повинно здійснюватися своєчасно та грамотно.
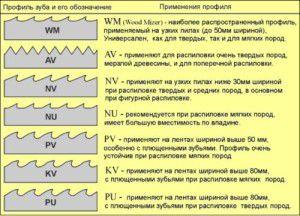
Профіль, зубці та кут заточування
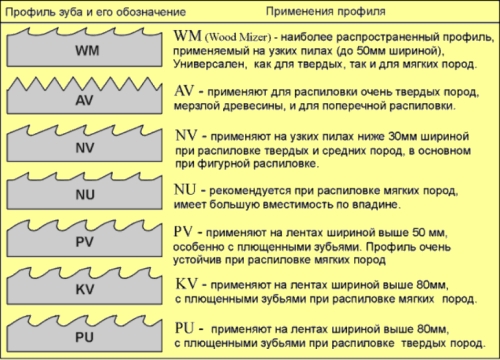
Міжнародна класифікація профілів зубів.
Стрічкові пристрої мають різну геометрію зубчиків, що залежить від виду і характеристик матеріалів, що розрізаються. Інструмент для деревини може бути столярним та ділильним. Є і третій тип, призначений для розпилювання бруса, колод. Всі ці підвиди мають свої параметри та форму зубчиків.
Кут заточування стрічкових пилок по дереву вибирається компанією-виробником виходячи з кількох моментів. Головний з них – чим матеріал твердіший, тим передній кут має бути меншим. Нижче наведено таблицю з основними параметрами пилок.
Підготовка пристосування до роботи
Під час постійного використання інструменту неминуче зниження якості ріжучої кромки. Вона затуплюється, а ширина розведення зубів зменшується. Виходячи з цього, заточування пилки по дереву та її розведення є необхідними складовими технічного обслуговування стрічковопильного верстата.
Слід врахувати, що розведення зубів слід здійснювати до заточування, а не навпаки.
Розведення інструменту

Застосування розвідного верстата.
Розведення є процес відгинання зубчиків по сторонах. Ця операція потрібна для того, щоб полотно пили не затискало в заготовці, а також для зменшення тертя під час роботи.
Є 3 основні типи розведення.
Зверніть увагу!
Здійснюючи розведення, слід відгинати не весь зубчик, лише його третину чи дві третини від вершини.
Компанії-виробники радять здійснювати операцію так, щоб діапазон відгинання укладався 0.3-0.7 міліметра.
Виконується робота за допомогою спеціалізованого інструменту, що розводить.
Заточення пили
Ельборові кола мають різну форму.
Перед тим, як заточити пиляльний диск по дереву або стрічковий інструмент, врахуйте, що більше 80% інцидентів з псуванням пристроїв (зокрема їх розрив) відбуваються внаслідок недотримання норм роботи.
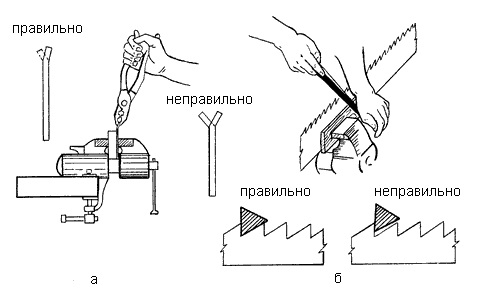
Ручне обслуговування інструментів.
Схема заточування пили по дереву повинна враховувати нижченаведені положення.
Зверне увагу!
Теоретична інструкція заточування стрічкових пилок по дереву повідомляє, що здійснювати її слід або по передній стороні зубців, або як по задній, так і по передній.
У реальному житті більшість фахівців і самодіяльних майстрів проводять операцію лише з задній боці, т.к. це зручніше.
Методи заточування
На фото автоматичне повнопрофільне заточування.
Готувати інструмент до роботи можна за допомогою спеціальних заточувальних пристроїв (наприклад, верстатів з різними за матеріалом та формою колами) або вручну. Перед тим, як правильно заточити пилку по дереву, слід вивчити основні методи проведення операції.
Перший спосіб – це повнопрофільне заточування.
Інструмент, наточений на грані.
Метод другий - це загострення граней зубців.
Робити це можна і вручну, і використовуючи професійний верстат.
- Вибравши верстат, необхідно визначитися із застосовуваним колом. Як правило, він плаский. До спеціалізованих заточувальних пристроїв слід вдаватися лише тоді, коли має бути багато такої роботи.
- У побутових умовах заточування найкраще здійснювати своїми руками – на звичайному механічному наждаку або гравером. Здійснюючи операцію, не забувайте про особистий захист та використовуйте рукавички, маску або спеціальні окуляри.
- Коли гравера, верстата, наждака у вас і ваших сусідів немає, можна стрічку пилку наточити і традиційним народним методом - за допомогою надфіля.
- Якщо для заточування пристрою використовується верстат, до початку операції слід його оглянути і визначити, чи правильне положення займає коло по відношенню до пилки.
- Потрібно зняти з пазух такий шар сталі, щоб усі мікроскопічні тріщини були видалені гарантовано.
- Якщо пила експлуатувалася без технічного обслуговування довше періоду, допустимого виробником, обсяг металу, що забирається за одне заточування, потрібно збільшити.
- Щоб проконтролювати підсумки операції, завжди використовуйте як стандарт новий виріб.
- Форма зубчиків - це розроблена та вивірена спеціалістами характеристика. Змінивши її, ви не зможете ефективно обробляти заготівлі. Виходячи з цього, заточування необхідно робити так, щоб форма зубів і профіль полотна залишалися споконвічними, заводськими.
- При дотриманні всіх правил роботи та обслуговування стрічковий інструмент буде вірою і правдою вам служити доти, доки ширина його не стоїть до 65 відсотків від початкової величини.
- Пазухи зубчиків, що пригоріли, пили. Відбувається це внаслідок застосування зайвих зусиль під час роботи із заточувальним диском. Цей дефект веде до того, що зубці дуже швидко затуплюються.
- Неоптимальний кут ухилу зубів і неправильна, незграбна форма пазух.
- зносу ексцентрика точильного верстата;
- неправильно виставленого кута ухилу головки автомата.
- невибраного профілю заточувального диска.

Робота за допомогою гравера.

Підсумок неправильної роботи – зубчики інструменту підгоріли.
Зверніть увагу!
Є поширена думка серед самодіяльних майстрів, що особливої потреби знімати задирки, що виникають в ході обробки, немає.
Воно докорінно неправильне, тому в полотні можуть виникнути мікроскопічні тріщини.
Після завершення робіт стрічковий пристрій необхідно відразу ж очищати від деревного соку, тирси, смоли. Перед початком технічного обслуговування інструмент слід уважно оглянути, інакше засмічте коло. Це призведе до значного зниження ефективності заточування.
Поширені помилки
Такий результат заточування можливий внаслідок кількох помилок:
Перед тим, як заточити пилу по дереву грамотно, потрібно дізнатися, як це зробити. Існує кілька способів обслуговування. Залежать вони від різновиду пили, її профілю, форми зубчиків. Відео у цій статті продовжує інформувати вас на її тему.
- Наказ про призначення генерального директора ТОВ зразок Генеральний директор виконує у ТОВ роль виконавчого одноосібного органу. Він входить до засновників товариства або запрошується з боку. Закон залишає вирішення цього питання на розсуд учасників товариства. Натомість він детально регламентує […] Законодательная база Российской Федерации Бесплатная консультация Федеральное законодательство Главная ПРИКАЗ Минтранса РФ от 22.06.98 N 75 "ОБ УТВЕРЖДЕНИИ КВАЛИФИКАЦИОННЫХ ТРЕБОВАНИЙ К СПЕЦИАЛИСТАМ ЮРИДИЧЕСКИХ ЛИЦ И ИНДИВИДУАЛЬНЫМ ПРЕДПРИНИМАТЕЛЯМ, ОСУЩЕСТВЛЯЮЩИМ ПЕРЕВОЗКИ ПАССАЖИРОВ И ГРУЗОВ […]Подать заявление об утере документов Восстановление документов Порядок восстановления документов зависит від їх виду та обставин зникнення При втраті, крадіжці, пошкодженні важливих паперів необхідно написати відповідну заяву та звернутися до правоохоронних органів Що потрібно для відновлення документів?
- Онлайн журнал для бухгалтера Допомога на дітей з 1 травня 2018 року: нові розміри Як відомо, з 01 травня 2018 року суттєво підвищується мінімальний розмір оплати праці (МРОТ). Його величина дорівнюватиме прожиткового мінімуму за 2 квартал попереднього року, тобто. 11163 руб. Порівняно з попереднім […]