อายุการใช้งานของเลื่อยสายพานสำหรับไม้โดยตรงขึ้นอยู่กับคุณภาพของการลับคม สามารถทำได้ทั้งแบบอิสระและโดยใช้บริการของ บริษัท ที่เชี่ยวชาญ ในกรณีแรก จำเป็นต้องทำความคุ้นเคยกับรายละเอียดเกี่ยวกับเทคโนโลยีและคุณสมบัติต่างๆ
การออกแบบเลื่อยวงเดือน
เครื่องเลื่อยสายพานอยู่ในหมวดหมู่ของเครื่องมือตัดและเป็นส่วนสำคัญของอุปกรณ์งานไม้เฉพาะทาง มันเป็นเทปปิดที่ขอบด้านนอกซึ่งมีฟัน
สำหรับการผลิตจะใช้เหล็กเกรดพิเศษ - 9HF, B2F หรือ C75 ในระหว่างกระบวนการผลิต ฟันจะถูกบำบัดด้วยกระแสความถี่สูง สิ่งนี้จะเพิ่มความแข็งของพวกเขา ข้อเท็จจริงนี้ส่งผลต่อการแยกคมตัดและการบำรุงรักษา มักใช้เหล็กหลายประเภทในการผลิต สายพานหลักทำจากสปริง ส่วนตัดทำจากเหล็กที่มีส่วนผสมของทังสเตนหรือโคบอลต์สูง
คุณสมบัติของการใช้เลื่อยสายพานสำหรับไม้:
- ความต้องการของไม้ ยิ่งยากเท่าไหร่ใบมีดก็จะทื่อเร็วขึ้นเท่านั้น
- เงื่อนไขการติดตั้ง. ต้องสังเกตตัวบ่งชี้ความตึงเครียด หากน้อยกว่าที่กำหนดจะเกิดการหย่อนคล้อย เมื่อมีความตึงเครียดสูง โอกาสที่เว็บจะแตกจะเพิ่มขึ้น
- การลับคมเป็นระยะ สิ่งนี้จะต้องใช้เครื่องพิเศษ
- ระดับเสียงของฟัน นี่คือระยะห่างระหว่างชิ้นส่วนตัดของโครงสร้าง ค่าทั่วไปคือ 19, 22 และ 25 มม.
- ความสูงของฟัน ค่าจากฐานถึงยอด
- มุม. ค่าหลักที่คุณต้องรู้เพื่อสร้างระนาบการตัด สำหรับรุ่นช่างไม้คือ 35 ° ในเลื่อยวงเดือน มุมจะอยู่ระหว่าง 18° ถึง 22° ในโครงสร้างสำหรับการแปรรูปไม้ - 10 ° -15 °;
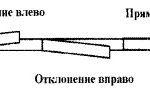
- หย่า. กำหนดความเบี่ยงเบนของฟันจากระนาบทั่วไปของใบมีด
- คลาสสิก การดัดฟันแบบอื่นที่สัมพันธ์กับใบมีดทางด้านขวาและด้านซ้าย
- ทำความสะอาด. ฟันซี่ที่หนึ่งและสองเบี่ยงไปทางขวาและซ้าย ในขณะที่ซี่ที่สามยังคงไม่เปลี่ยนแปลง เทคนิคนี้ใช้สำหรับเลื่อยที่ออกแบบมาสำหรับการแปรรูปหินแข็ง
- หยัก. มุมของการเดินสายสำหรับฟันแต่ละซี่นั้นแตกต่างกัน เป็นผลให้พวกมันสร้างขอบตัดที่คล้ายกับคลื่น ประเภทของการเดินสายที่ยากที่สุด
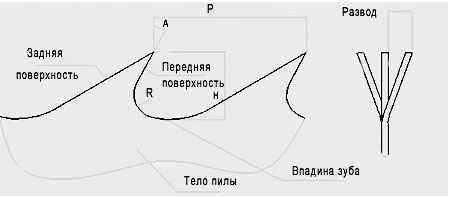
- กากกะรุนลงไป ในขณะนี้ขอบด้านหน้าที่มีคมตัดกำลังดำเนินการอยู่
- การก่อตัวของบาดแผลในภาวะซึมเศร้า ทำได้โดยไม่ต้องออกจากผืนผ้าใบ ขั้นตอนนี้ช่วยให้คุณสามารถลบ microcracks และความผิดปกติได้ จุดสำคัญคือการลดแรงตึงผิวซึ่งเป็นสาเหตุหลักของการเสียรูปของราง
- วงกลมจะเลื่อนขึ้น ด้านหลังของฟันและคมตัดได้รับการกลึง
- ลูกกลิ้งต้องวางในแนวนอนและแนวตั้ง
- ลูกกลิ้งต้องไม่ดันเลื่อยลงจากสถานะว่างเกินกว่าจำนวนที่กำหนดโดยผู้ผลิต ทั้งนี้ขึ้นอยู่กับประเภทของเครื่องจักร
- ด้านหลังของเลื่อยไม่ควรเกินจำนวนที่กำหนดโดยผู้ผลิต ขึ้นอยู่กับประเภทของเครื่องจักร จากตัวหยุดดึงของลูกกลิ้ง
- อุปกรณ์เทปที่ออกแบบมาสำหรับการตัดไม้ทำจากเหล็กกล้าเครื่องมือผสมซึ่งมีความแข็ง 40 ถึง 46 HRC
- ความกว้างของการตัด (kerf) สำหรับเครื่องมือเทปนั้นเล็กกว่าดิสก์คู่ขนานมาก เมื่อตัดไม้ราคาถูก ช่วงเวลานี้ไม่ค่อยเป็นที่สังเกตมากนัก แต่เมื่อตัดไม้มีค่าและไม้แปลกใหม่ มันมีความสำคัญอย่างยิ่ง
- เครื่องสามารถตัดชิ้นงานได้ทุกขนาด ในขณะเดียวกัน เครื่องมือรัดสายก็ทำงานได้อย่างรวดเร็วและสร้างการตัดคุณภาพสูง
- มีของเสียน้อยมาก (เศษไม้ ขี้เลื่อย) เมื่อใช้เลื่อยประเภทนี้
- ด้วยวิธีการแบบดั้งเดิม ฟันจะงอซ้ายและขวาตามลำดับอย่างเคร่งครัด
- ด้วยวิธีการทำความสะอาด ฟันทุกสามส่วนจะอยู่ในตำแหน่งเดิม เหมาะสำหรับอุปกรณ์ที่ออกแบบมาสำหรับการตัดไม้เนื้อแข็งโดยเฉพาะ
- ด้วยการเดินสายแบบหยัก ฟันแต่ละซี่จะมีความโค้งงอต่างกัน ในกรณีนี้ โปรไฟล์เว็บจะอยู่ในรูปคลื่น วิธีนี้ยากที่สุด
- ความจำเป็นในการผ่าตัดถูกกำหนดด้วยสายตา ในเวลาเดียวกัน ควรให้ความสนใจกับสภาพของฟันและคุณภาพของผนังรอยบาก (เช่น ความขรุขระที่เพิ่มขึ้น)
- วงกลมสำหรับจุดเครื่องมือเทปจะถูกเลือกตามระดับความแข็งของฟัน ในการทำงานกับฟิกซ์เจอร์เหล็กกล้าเครื่องมือ จำเป็นต้องมีแผ่นคอรันดัม เลื่อย Bimetal จะลับคมบนล้อโบราโซนหรือเพชร
- ต้องเลือกรูปร่างของกากกะรุนสำหรับอุปกรณ์เทปตามพารามิเตอร์ วงกลมที่รู้จัก ได้แก่ ถ้วย โปรไฟล์ รูปจาน แบน
- ก่อนดำเนินการจำเป็นต้องคลายเกลียวเลื่อยและปล่อยให้ค้างอยู่ในตำแหน่งนี้ประมาณ 10-12 ชั่วโมง
- การกำจัดโลหะตามแนวฟันจะต้องสม่ำเสมอ
- ต้องหยุดการกดที่กบเหลามากเกินไป มันสามารถนำไปสู่การหลอม
- โปรไฟล์ของใบมีดและความสูงของฟันจะต้องไม่เปลี่ยนแปลง
- ต้องมีการระบายความร้อนด้วยของเหลวระหว่างการทำงาน
- ไม่ควรเกิดเสี้ยนบนฟัน
- มีคุณภาพสูงสุด ดำเนินการด้วยเครื่องจักรอัตโนมัติ
- กากกะรุน Elborovy ซึ่งถูกเลือกให้มีรูปร่างพอดี เคลื่อนผ่านพื้นผิวทั้งหมดของโพรงระหว่างฟันในเวลาเดียวกันกับระนาบประกอบของฟันที่อยู่ติดกันในการเคลื่อนที่ครั้งเดียว
- การสร้างมุมที่ด้านบนของฟันจะถูกกำจัดออกไปโดยสิ้นเชิง
- ลบสัมพัทธ์ของการลับคมดังกล่าวคือความต้องการของคุณในการกำจัดจำนวนวงกลมที่เหมาะสมสำหรับผืนผ้าใบที่มีโปรไฟล์ต่างกัน
การใช้จุดสุดท้ายจะเพิ่มอายุการใช้งานของโครงสร้างเทป อย่างไรก็ตามการลับคมด้วยตัวเองนั้นเป็นปัญหา - คุณต้องเลือกสายไฟที่ถูกต้อง สังเกตมุมของใบมีด
เมื่อซื้อเลื่อยมือสองคุณต้องใส่ใจกับการมีรอยซ่อมบนใบมีด ซึ่งบ่งชี้ถึงความล้มเหลวของเครื่องมือบ่อยครั้ง
รูปแบบของส่วนตัดและมุมลับคม
ในระยะแรกจะมีการกำหนดประเภทของเลื่อยวงเดือน ตัวบ่งชี้หลักคือรูปร่างของฟัน ขึ้นอยู่กับพารามิเตอร์นี้ พวกเขาแบ่งออกเป็นการแบ่ง ช่างไม้ หรือมีไว้สำหรับเลื่อยท่อนซุง รูปทรงเริ่มต้นและมุมของสายไฟถูกกำหนดโดยผู้ผลิต ขอแนะนำให้ค้นหาข้อมูลเหล่านี้ในขั้นตอนการจัดซื้อส่วนประกอบ จำเป็นสำหรับการกำหนดพารามิเตอร์ของเครื่อง
สำหรับไม้เนื้อแข็ง ควรรักษามุมคายให้น้อยที่สุด สิ่งนี้ทำให้มั่นใจได้ถึงการสัมผัสที่เหมาะสมระหว่างวัสดุชิ้นงานกับโลหะ หากคุณวางแผนที่จะแปรรูปพันธุ์เนื้ออ่อน คุณสามารถใช้รุ่นที่มีมุมคายขนาดใหญ่เพื่อเพิ่มความเร็วในการแปรรูป
พารามิเตอร์ที่กำหนดสำหรับการต่ออายุคมตัดด้วยตนเองคือ:
หลังจากทำงานบนเครื่องเสร็จแล้ว ตามหลักแล้ว คุณลักษณะเหล่านี้ไม่ควรเปลี่ยนแปลง ผู้ผลิตกำหนดค่าเบี่ยงเบนสูงสุดสำหรับแต่ละรุ่น หากถึงระหว่างการใช้งานจำเป็นต้องซื้อรุ่นใหม่
เพื่อกำจัดเสียงสะท้อนในเครื่องมือตัดบางประเภท ระยะพิทช์ของฟันที่แปรผันจึงถูกสร้างขึ้น สิ่งนี้ไม่ส่งผลต่อการลับคมด้วยตนเอง แต่ต้องมีการตั้งค่าพารามิเตอร์อย่างระมัดระวังระหว่างการลับคมอัตโนมัติ
เดินสายเลื่อยสายพาน

ก่อนขึ้นรูปคมตัด ต้องตั้งค่าฟันให้ถูกต้อง ตลอดระยะเวลาการทำงาน เนื่องจากโหลดคงที่ ตำแหน่งอาจเปลี่ยนแปลงได้ ดังนั้นขั้นแรกให้ปรับรูปทรงเรขาคณิตแล้วจึงทำการลับคม
การเดินสายเป็นการดัดฟันให้สัมพันธ์กับระนาบของใบมีดหลัก ขั้นตอนนี้ดำเนินการในเครื่องพิเศษเท่านั้น ในกรณีที่มีความคลาดเคลื่อนมากตลอดความยาวของเทป อาจทำให้ใยเสียหายหรือขาดก่อนเวลาอันควรได้ ดังนั้นก่อนหน้านั้นคุณควรตัดสินใจเลือกประเภทของสายไฟ
มุมเอียงต้องตรงกับต้นฉบับ นอกจากนี้ยังคำนึงถึงประเภทของการเดินสายซึ่งสามารถเป็นดังนี้:
ในระหว่างการดัด ฟันไม่ได้ผิดรูปทั้งหมด แต่เป็นเพียงบางส่วนเท่านั้น บ่อยครั้งที่ความเบี่ยงเบนเกิดขึ้นใน 2/3 ของความสูงทั้งหมด
ค่าการหย่าร้างเฉลี่ยจำกัดอยู่ที่ค่าตั้งแต่ 0.3 ถึง 0.7 มม. สิ่งนี้ใช้กับเลื่อยสายพานรุ่นมาตรฐานสำหรับงานไม้

การเลือกประเภทของล้อเจียรที่ถูกต้องเป็นสิ่งสำคัญ ต้องสอดคล้องกับเกรดเหล็กที่ใช้ทำเลื่อยวงเดือน ล้อคอรันดัมใช้สำหรับโครงสร้างเหล็กเครื่องมือ หากต้องการปรับปรุงคุณสมบัติการตัดของรุ่น bimetallic ควรใช้ CBN หรือล้อเพชร
ขึ้นอยู่กับความสามารถด้านเทคนิค สามารถทำการประมวลผลแบบเต็มโปรไฟล์หรือตัดแต่ละส่วนแยกกันได้ ในกรณีแรกคุณจะต้องมีวงกลมข้อศอกซึ่งส่วนท้ายมีรูปร่างเหมือนกับเลื่อย สำหรับตัวเลือกที่สอง ฟันแต่ละซี่จะได้รับการประมวลผล
ก่อนอื่นคุณต้องมีเครื่อง ต้องมีฟังก์ชั่นควบคุมความเร็วในการหมุนของดิสก์และเปลี่ยนตำแหน่งที่สัมพันธ์กับเครื่องมือ หลังจากติดตั้งใบมีดในกรอบพิเศษแล้ว คุณควรดำเนินการดังกล่าวตามคำแนะนำต่อไปนี้
ด้วยวิธีการเดียวกัน ฟันซี่อื่น ๆ ทั้งหมดจะได้รับการปรับปรุง สิ่งสำคัญคือมุมเข้าและออกเหมือนกันทุกที่ มิฉะนั้น หากรูปทรงเรขาคณิตแตกต่างกันในส่วนใดส่วนหนึ่ง ประสิทธิภาพจะลดลง
ด้วยการสัมผัสวงกลมกับโลหะเป็นเวลานานอุณหภูมิบนพื้นผิวของหลังอาจเพิ่มขึ้นอย่างรวดเร็ว เพื่อกำจัดผลกระทบนี้ จึงใช้สารหล่อเย็นพิเศษที่มาจากเครื่องจักรโดยตรง การให้อาหารจะดำเนินการอย่างต่อเนื่องเพื่อหลีกเลี่ยงการก่อตัวของโซนเรืองแสง ในส่วนนี้ความแข็งแรงเชิงกลจะลดลง
เพื่อหลีกเลี่ยงการบิ่น ควรตรวจสอบส่วนประกอบโลหะในเนื้อไม้ก่อนแปรรูปไม้ นอกจากนี้ยังให้ความสนใจเป็นพิเศษในการยึดและการป้อนชิ้นงานอย่างสม่ำเสมอสำหรับการเลื่อย
คู่มือการใช้งานเลื่อยสายพาน
คำแนะนำการใช้งานเลื่อยสายพานตัดไม้
เลื่อย WOOD-MAIZER ทำจากเหล็กกล้าคาร์บอนสูงและผ่านการอบชุบด้วยความร้อนเพื่อให้เลื่อยมีความเสถียรสูงสุดในการตัด ซึ่งเป็นเหตุผลที่บริษัทของเราแนะนำให้ใช้เลื่อย WOOD-MAIZER อย่างไรก็ตาม คุณภาพในเชิงบวกไม่ได้ แต่มีผลข้างเคียง นอกจากนี้ยังมีเลื่อย WOODMAIZER พวกเขาต้องการทัศนคติที่เข้มงวดมากขึ้นในส่วนของผู้ปฏิบัติงานและผู้ลับคม
ใบมีดฟัน 1 ขั้นตอน
ระยะห่างของใบมีดคือระยะห่างระหว่างยอดของฟันที่อยู่ติดกันสองซี่ สำหรับใบมีด WOOD-MIZER จะมีขนาด 22.0 มม. ระยะห่างของฟันคงที่และไม่เปลี่ยนแปลงในระหว่างขั้นตอนการลับคม
ความสูงของฟันคือระยะห่างระหว่างฐานของโพรงระหว่างฟันกับด้านบนของฟัน เนื่องจากมีช่องระหว่างฟัน ขี้เลื่อยจึงถูกกำจัดออกจากพื้นที่ทำงานของใบมีดระหว่างการเลื่อย ความสูงของฟันจะต้องเพียงพอที่จะกำจัดขี้เลื่อยที่สะสมในช่องระหว่างฟันระหว่างกระบวนการเลื่อย
ความสูงของฟันของใบมีด WOOD-MIZER เหมาะสมที่สุดสำหรับการเลื่อยทุกประเภท เมื่อลับคมใบมีดความสูงของฟันจะลดลง เพื่อรักษาความสูงของฟันที่ต้องการ จำเป็นต้องทำให้ร่องระหว่างฟันลึกขึ้นจนกระทั่งความสูงของฟันเท่ากับ 4.8 มม. ดูตารางที่ 1 ที่ส่วนท้ายของส่วนนี้
ใบมีดสูง 4.8 มม. ใช้สำหรับเลื่อยทุกชนิด ใบมีดที่มีฟันสูง 4.0 มม. ส่วนใหญ่จะใช้สำหรับการเลื่อยไม้เนื้อแข็งและแข็ง ใบมีดที่มีฟันสูง 4.3-6.4 มม. สามารถใช้กับไม้เนื้ออ่อนได้
3 มุมลับคม
มุมการลับคม ระดับการลับคม และการตั้งค่าฟันเป็นปัจจัยที่สำคัญที่สุดที่ส่งผลต่อประสิทธิภาพของใบมีด ปัจจัยทั้งหมดเหล่านี้ส่งผลต่อคุณภาพของการเลื่อยและผลผลิตของโรงเลื่อย
มุมลับคมคือมุมเบี่ยงเบนของปลายฟันจากแนวดิ่ง เนื่องจากมีมุมลับคมฟันจึง "ขอ" บนไม้ ฟันจะต้องเจาะเข้าไปในเนื้อไม้ลึกพอที่ใบมีดจะสามารถขับขี้เลื่อยออกมาได้อย่างมีประสิทธิภาพ หากมุมลับคมใหญ่เกินไปสำหรับความเร็วป้อนเลื่อยที่กำหนด สิ่งนี้อาจนำไปสู่การสั่นสะท้านและทำให้คุณภาพของการตัดลดลง ด้วยมุมลับเล็ก ๆ ฟันจะไม่เข้าไปในเนื้อไม้ในระดับความลึกที่เพียงพอ ซึ่งอาจนำไปสู่การรับน้ำหนักเพิ่มเติมระหว่างการเลื่อยและการเสื่อมสภาพของคุณภาพของการตัด
มุมของการลับขึ้นอยู่กับประเภทของไม้ที่กำลังดำเนินการและประสิทธิภาพของเครื่องจักร ตามกฎแล้วยิ่งมุมลับคมเล็กลงเท่าใดผลผลิตของเครื่องเลื่อยก็จะยิ่งลดลงเท่านั้น ดูตารางที่ 1 ที่ส่วนท้ายของส่วน
4 มุมท้าย
มุมก้นคือมุมเบี่ยงเบนของก้นฟันที่สัมพันธ์กับใบมีด
ด้วยตำแหน่งที่ไม่โก่งตัวของฟัน มุมปลายคือ 90 องศา เมื่อกางใบมีด มุมก้นจะเปลี่ยนไปหลายองศาและกลายเป็นมากกว่า 90 องศา
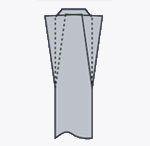
5 ชุดฟัน
การตั้งค่าฟันเป็นปัจจัยสำคัญที่ส่งผลต่อประสิทธิภาพการตัดของใบมีด
ชุดฟันคือค่าเชิงเส้นของการเบี่ยงเบนของฟันตามมุมที่กำหนดซึ่งสัมพันธ์กับระนาบของใบมีด ยิ่งชุดฟันมากเท่าไหร่ การตัดก็จะยิ่งกว้างมากขึ้นเท่านั้น และต้องใช้ความพยายามมากขึ้นในการเลื่อย
ดูตารางที่ 1 การตั้งค่าฟันที่แนะนำโดยทั่วไปคือ 0.5 - 0.55 มม. สำหรับใบมีดขนาด 1.1 มม. เมื่อทำงานกับธรณีประตูแข็งและไม้แช่แข็ง จำนวนการตั้งค่าควรอยู่ในช่วง 0.4 - 0.45 มม. สำหรับใบมีด 1.1 มม. ใช้การตั้งค่าขนาดใหญ่เมื่อทำงานกับไม้เนื้ออ่อน (0.55 - 0.6 มม. สำหรับใบมีด 1.1 มม.)
โปรดจำไว้ว่าเมื่อลับคมฟันและลดความสูง ชุดก็จะลดลงเช่นกัน และจำเป็นต้องตั้งฟันใบมีด
เดิมทีเลื่อย WOOD-MIZER ได้รับการออกแบบมาให้มีความแข็งแกร่งมากกว่าคู่แข่งหลักเกือบทั้งหมด ดังนั้นจึงไม่สูญเสียความมั่นคงที่แรงดึงต่ำกว่าเลื่อยอื่นๆ และยิ่งแรงดึงต่ำ ความเครียดที่เกิดขึ้นในใบมีดก็จะน้อยลงและ เป็นผลให้มีโอกาสน้อยที่จะทำลาย เลื่อย
ในการตั้งค่าความตึงของใบมีดบนโรงเลื่อยอย่างถูกต้อง ให้ทำดังต่อไปนี้:
จำเป็นต้องตัดที่แรงตึงต่ำที่สุดเท่าที่จะเป็นไปได้ (150 - 170 atm.) ซึ่งจะช่วยยืดอายุของเลื่อย
เพื่อให้ได้ไม้คุณภาพสูงโดยไม่ต้องจ่ายค่าเลื่อยมากเกินไป คุณต้องปฏิบัติตามข้อกำหนดง่ายๆ หลายประการ:
ก) จำเป็นต้องตรวจสอบสภาพของสายพานบนมู่เล่ย์ สายพานสองเส้นมีราคาน้อยกว่าเลื่อยหนึ่งอัน ดังนั้นคุณสามารถเปลี่ยนได้บ่อยขึ้นเล็กน้อยและประหยัดเงินค่าเลื่อยที่หาที่เปรียบมิได้ เป็นที่ยอมรับไม่ได้อย่างยิ่งที่ใบเลื่อยจะทะลุผ่านโลหะ หากสิ่งนี้เกิดขึ้น เลื่อยจะไม่สามารถยืนได้แม้เป็นเวลาหนึ่งชั่วโมง
b) การจัดแนวใบเลื่อยบนรอกให้ถูกต้องเป็นสิ่งสำคัญ: ระยะห่างจากรากฟันถึงขอบรอกอาจแตกต่างกันไปขึ้นอยู่กับประเภทของเครื่องจักร
c) จัดตำแหน่งลูกกลิ้งนำทางให้ถูกต้อง:
d) เมื่อหมุนเลื่อย ต้องทำซ้ำรูปร่างของฟันให้ตรงกับตัวอย่าง
จ) รูปแบบของเว็บต้องเหมาะสมกับงานที่ทำ เช่น เว็บ
การเลื่อยท่อนซุงที่มีเส้นผ่านศูนย์กลาง 30 ซม. อย่างมั่นใจจะไม่ตัดสำเร็จเช่นเดียวกัน
ท่อนซุงที่มีเส้นผ่านศูนย์กลาง 60 ซม. เนื่องจากปริมาตรของขี้เลื่อยที่ตัดออกจากการตัดนั้นมีขนาดใหญ่กว่าสองเท่าโดยประมาณ
ฉ) เลือกน้ำมันหล่อลื่นใบเลื่อยที่เหมาะสม น้ำมันหล่อลื่นที่เหมาะสมคือส่วนผสมของน้ำมันดีเซล 50% และน้ำมันยางสำหรับเลื่อยโซ่ยนต์ 50% (สำหรับการเลื่อยที่อุณหภูมิต่ำกว่า -15°C) ควรใช้ส่วนผสมนี้กับเลื่อยเป็นชั้นบาง ๆ โดยการฉีดพ่น การหล่อลื่นไม่ควรมากสเปรย์หนึ่งครั้งก็เพียงพอแล้ว คุณจะสังเกตเห็นได้ง่ายว่าถึงเวลาที่ต้องหล่อลื่นมากขึ้นโดยวิธีการที่เสียงกลับมา ซึ่งสูญเสียไปหลังจากใช้การหล่อลื่น ทาสารหล่อลื่นให้ทั่วทั้งสองด้านของเลื่อย การใช้สารหล่อลื่นยังช่วยให้คุณลดจำนวนกระดาน "บาน" จากขี้เลื่อยและน้ำที่ตกลงมา
ช) ปล่อยเลื่อยเมื่อคุณหยุดเลื่อย
ในกระบวนการเลื่อยใบเลื่อยจะร้อนขึ้นและทำให้มีความยาวเพิ่มขึ้น เมื่อใบมีดเย็นลง ใบมีดมักจะหดตัวกลับเป็นขนาดเดิม และในกระบวนการนี้ ใบมีดจะมีความเค้นมากเกินไป นอกจากนี้ ความทรงจำเกี่ยวกับรูปร่างของรอกทั้งสองยังคงอยู่ในเลื่อย ซึ่งไม่ได้ทำให้อายุการใช้งานของเลื่อยยาวขึ้น
นอกจาก. สายพานบนมู่เล่ย์กลายเป็นยู่ยี่ ซึ่งทำให้ประการแรกไม่กลมและเพิ่มการสั่นสะเทือนให้กับเลื่อยและประการที่สองทำให้ "โหนก" ติดบนสายพานซึ่งทำให้เลื่อยอยู่กึ่งกลางของมู่เล่ย์ .
จะทราบได้อย่างไรว่าเลื่อยของคุณตั้งค่าถูกต้องหรือไม่
การหย่าร้างถือว่าเหมาะสมที่สุดเมื่อมีส่วนผสมของขี้เลื่อย 65-70% และอากาศ 30-35% ระหว่างใบเลื่อยและต้นไม้ที่มันตัดผ่าน ลักษณะภายนอกที่แสดงว่าเลื่อยถูกตั้งค่าอย่างถูกต้องคือมีการพ่นขี้เลื่อยประมาณ 80-85% ออกจากการตัด
ในกรณีที่การตั้งค่าเลื่อยไม่เพียงพอ ขี้เลื่อยร้อนที่ถูกกดทับอย่างหนาแน่นยังคงอยู่บนพื้นผิวของกระดาน เป็นไปไม่ได้ที่จะคิดถึงสิ่งที่แย่กว่านั้นสำหรับเลื่อย ขี้เลื่อยควรอุ่นไม่ร้อนจัดหรือเย็นจัด
เลื่อยที่ตั้งไว้ห่างเกินไปมีแนวโน้มที่จะกระตุก และเลื่อยที่ไม่ได้ตั้งไว้ไกลเกินไปจะกระเพื่อม
หากคุณกำลังเลื่อยท่อนซุงที่มีเส้นผ่านศูนย์กลาง 30 ซม. ด้วยความเร็วที่ดีและขี้เลื่อยอุ่นเมื่อสัมผัส คุณไม่ควรพยายามเลื่อยท่อนซุงที่มีเส้นผ่านศูนย์กลาง 60 ซม. ด้วยการตั้งค่าเดียวกัน เพราะจะต้องเอาออก เพิ่มขี้เลื่อยสองเท่าจากการตัด ซึ่งหมายความว่าคุณควรเพิ่มการตั้งค่า (ประมาณ 20%)
สรุป: ควรคัดแยกท่อนซุงตามความหนาก่อนเลื่อย
อีกจุดที่สำคัญมาก: ควรแยกเฉพาะส่วนที่สามของฟันบนเท่านั้นอย่าแยกฟันใต้รากฟันเฉพาะมุมแหลมที่ด้านบนสุดของฟันเท่านั้นที่ควรมีส่วนร่วมในกระบวนการเลื่อย
อย่าลืมว่ายิ่งคุณเลื่อยต้นไม้ให้นุ่มนวลเท่าไหร่ การหย่าร้างก็จะยิ่งมากขึ้นเท่านั้น
ควรลับคมเลื่อยหลังจากหย่อนฟรีเป็นเวลา 4-5 ชั่วโมงในสภาวะกลับด้านโดยมีการกำจัดโลหะน้อยที่สุด (ถ้าจำเป็น หลาย ๆ ครั้ง) จากนั้นทำการลบคมและผสมพันธุ์ กฎหลัก: การหย่าร้างที่ดีที่สุดนั้นมาจากการทดลอง คำนวณ
อย่าลืมว่าไฟแสดงบนอุปกรณ์ลับคมของคุณเป็นอุปกรณ์แบบบาง ไม่มีค่าใช้จ่ายใด ๆ ในการรีเซ็ต มันทำงานในโหมดที่รุนแรงมาก ตัดสินด้วยตัวคุณเอง: เลื่อยของคุณมีฟันประมาณ 220 ซี่ คุณลับเลื่อย 15 ครั้ง ปรากฎว่าตลอดอายุของเลื่อย ตัวบ่งชี้จะทำงานเมื่อมีการตั้งค่าอย่างน้อย 3.5-4 พันครั้ง (บ่อยครั้งที่คุณต้องตั้งค่าฟันในหลายขั้นตอน) ตัวอย่างนี้มีไว้เพื่อเตือนคุณว่า ตัวบ่งชี้นั้นเสื่อมสภาพไปตามกาลเวลาและสิ่งนั้น ตรวจสอบการติดตั้งบ่อยขึ้น .
ได้รับการพิสูจน์ซ้ำแล้วซ้ำอีกว่าคุณภาพของการตัดนั้นขึ้นอยู่กับรูปร่างของฟันเลื่อยของคุณเป็นส่วนใหญ่ รูปร่างของฟันได้รับการพัฒนาและตรวจสอบ
ปีและไม่แนะนำให้ทำการทดลองเหล่านี้อีก ดังนั้นขอแนะนำให้มีตัวอย่างเลื่อย (30 เซนติเมตร) และควบคุมรูปร่างของฟันทุกครั้งที่ลับคม
วิธีแก้ปัญหาการเลื่อยที่เป็นไปได้
1. เมื่อเข้าสู่ท่อนซุงเลื่อยจะกระโดดขึ้นและเมื่อคุณถอดกระดานออกมันจะโค้งเหมือนกระบี่ เป็นไปได้มากที่สุดเนื่องจากมุมของการลับคมฟันนั้นใหญ่เกินไปและชุดไม่เพียงพอ พยายามลดมุมของการลับฟันลงสองสามองศาและเพิ่มการหย่าร้าง 2-3 พัน ไปด้านข้าง
2. เมื่อเข้าสู่ท่อนซุงเลื่อยจะกระโดดขึ้นและตัดจนเกือบสุดท่อนแล้วตกลงมา ปรากฏการณ์นี้เรียกว่า "บีบออก" หรือ "บีบออก" นั่นคือพวกเขาพูดว่า: เลื่อยถูกบีบออก สาเหตุส่วนใหญ่เกิดจากการเหลาฟันในมุมที่กว้างเกินไป ลองลดมุมลับลงสองสามองศา
3. เลื่อยจะดิ่งลงและตัดทันทีหลังจากนั้น อาจเป็นเพราะเหตุผลหลายประการเช่นเลื่อยกลายเป็นทื่ออย่างไรก็ตามสาเหตุของปรากฏการณ์นี้คือมุมการลับคมไม่เพียงพอซึ่งอาจเกิดจากข้อเท็จจริงที่ว่าเครื่องลับคมทำ อย่าเติมหินในเวลาที่เหมาะสม ตรวจสอบใบมีดอย่างระมัดระวังหากรูปร่างของฟันดูเหมือนเหมาะกับคุณ คุณควรเพิ่มมุมลับคมฟันสองสามองศา
4. เลื่อย "ดิ่ง" ลง และเมื่อคุณถอดกระดานออก มันจะโค้งเหมือนกระบี่ สาเหตุส่วนใหญ่มักเกิดจากการลับคมไม่เพียงพอและการเดินสายไม่เพียงพอในเวลาเดียวกัน ดูที่ผ้าใบอย่างระมัดระวังหากรูปร่างของฟันดูเหมาะกับคุณคุณควรเพิ่มมุมลับขึ้นสองสามองศาและเพิ่ม 2-3 ในพันต่อด้าน
5. การตัดมาเป็นคลื่น ถ้าเลื่อยไม่คม เป็นเพราะเซ็ตน้อยเกินไป ให้เพิ่มเซ็ตละ 0.006-0.008 นิ้วบนไฟแสดงสถานะ
6. มีขี้เลื่อยเหลืออยู่บนกระดานมากเกินไปและรู้สึกหลวมเมื่อสัมผัส สาเหตุส่วนใหญ่เกิดจากการตั้งค่ามากเกินไป และหากคุณดูอย่างใกล้ชิด คุณจะเห็นลักษณะรอยขีดข่วนทั่วกระดาน ซึ่งเรียกว่า "รอยฟัน" อย่างที่คุณอาจเดาได้แล้ว คุณควรลดระยะการเลื่อยลงเล็กน้อย
7. ขี้เลื่อย "ม้วน" บนใบเลื่อย นี่เป็นเพราะความจริงที่ว่าเลื่อยไม่เจือจางเพียงพอและไม่มีอากาศเพียงพอในการตัด ใบเลื่อยถูกับขี้เลื่อย มันร้อนขึ้นและฝุ่นไม้อบลงบนเลื่อย เพิ่มการตั้งค่า 0.005" ต่อด้านของตัวบ่งชี้
8. ตะไบ "ม้วน" บนพื้นผิวด้านบนของฟัน แต่จะไม่เกิดขึ้นบนพื้นผิวของเลื่อย นี่เป็นเพราะคุณภาพการลับคมไม่ดี (การป้อนมากเกินไปหรือการกำจัดโลหะมากเกินไป และเป็นผลให้คุณภาพผิวฟันไม่ดี) หรือมุมการลับคมของฟันสูงเกินไป หรือข้อเท็จจริงที่ว่าใบมีดถูกขัดอย่างต่อเนื่อง พอเห็นแล้วก็หม่นหมอง
9. ขี้เลื่อยบนกระดานถูกบีบอัดและร้อนเมื่อสัมผัส เซ็ตเดียวไม่พอ คุณควรเพิ่มเซ็ตข้างละ 0.003 นิ้วบนอินดิเคเตอร์ ลดมุมการลับคม
อย่าลืมว่าการเลื่อยด้วยเลื่อยที่ไม่ได้ตั้งค่าเป็นวิธีที่เร็วที่สุดในการฉีกมัน
10. เลื่อยด้านหลังมีรอยร้าว นี่เป็นเพราะตัวหยุดด้านหลังของคนเกียจคร้านอยู่ห่างจากด้านหลังของใบมีดมากเกินไป ระยะห่างจากด้านหลังของใบมีดถึงจุดหยุดของลูกกลิ้งนำทางต้องไม่เกินค่าที่ระบุด้านหลัง ทั้งนี้ขึ้นอยู่กับประเภทของเครื่องจักร
11. รอยร้าวในโพรงประสาทฟันแบบใหม่ที่ไม่เคยลับคม สาเหตุส่วนใหญ่มักเกิดจากใบมีดไม่บางพอสำหรับงานที่พยายามทำ (ดูข้อ 4 ของกฎการเลื่อยพื้นฐาน) หรือโดยการเลื่อยใบมีดต่อไปหลังจากที่เริ่มทื่อแล้ว) หรืออาจเกิดขึ้นหลังจาก การตัดครั้งแรกหากท่อนซุง "กลิ้ง" เพียงพอในทราย
12. หลังจากลับคมแล้ว ใบมีดจะถูกปิดด้วยรอยแตกในโพรงประสาทฟัน ในระหว่างการลับคม มีการขจัดโลหะมากเกินไปในคราวเดียว ส่งผลให้เกิดการลับคมของผิวฟัน หรือเกิดจากการเปลี่ยนแปลงรูปทรงของฟัน เปรียบเทียบรูปทรงเรขาคณิตของฟันกับของเดิมโดยติดชิ้นส่วนของใบมีดเข้ากับเลื่อยที่ไม่เคยลับคม
การลับคมเลื่อยสายพานสำหรับไม้: โปรไฟล์ ฟัน และมุมลับคม รูปแบบเครื่องมือและวิธีการลับคม
เลื่อยสายพานได้รับการออกแบบมาสำหรับการตัดวัสดุต่างๆ รวมถึงไม้ที่มีความแข็งหลายระดับ ส่วนการทำงานของพวกเขาคือเทปเหล็กปิดด้วยฟัน
ราคาของเลื่อยสายพานลับคมในโรงงานพิเศษค่อนข้างต่ำ แต่บ่อยครั้งที่ความเร็วและคุณภาพของการดำเนินการตามคำสั่งนั้นไม่ค่อยดีนัก จากนี้คุณสามารถทำงานด้วยตัวคุณเอง

เครื่องเลื่อยสายพานต้องมีการลับคมเป็นระยะ
คุณสมบัติการออกแบบของเลื่อยวงเดือน
บันทึก!
เพื่อให้เครื่องจักรทำงานได้อย่างเสถียรและมีประสิทธิภาพอยู่เสมอ การบำรุงรักษาควรได้รับการดูแลด้วยความรับผิดชอบสูงสุด
การลับคมและเลื่อยสายพานบนไม้ควรดำเนินการอย่างทันท่วงทีและเหมาะสม
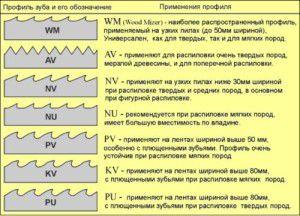
โปรไฟล์ ฟัน และมุมลับคม
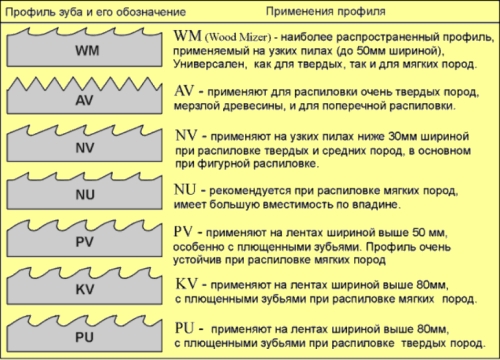
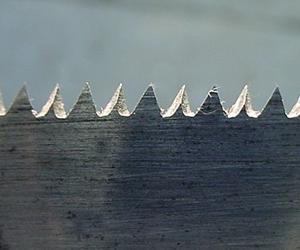
การจำแนกประเภทของฟันในระดับสากล
อุปกรณ์ติดเทปมีรูปทรงของฟันที่แตกต่างกัน ซึ่งขึ้นอยู่กับประเภทและลักษณะของวัสดุที่ตัด เครื่องมือสำหรับงานไม้สามารถเป็นช่างไม้และแบ่งส่วนได้ มีประเภทที่สามซึ่งออกแบบมาสำหรับเลื่อยไม้ซุง สายพันธุ์ย่อยทั้งหมดเหล่านี้มีพารามิเตอร์และรูปร่างของฟัน
ผู้ผลิตเลือกมุมลับคมของเลื่อยสายพานสำหรับไม้โดยพิจารณาจากหลายจุด สิ่งสำคัญประการหนึ่งคือยิ่งวัสดุมีความแข็งมากเท่าใด มุมคายก็ควรมีขนาดเล็กลงเท่านั้น ด้านล่างนี้เป็นตารางที่มีพารามิเตอร์หลักของเลื่อย
การเตรียมอุปกรณ์สำหรับการทำงาน
ในระหว่างการใช้เครื่องมืออย่างต่อเนื่อง คุณภาพของคมตัดที่ลดลงเป็นสิ่งที่หลีกเลี่ยงไม่ได้ มันทู่และความกว้างของฟันผสมพันธุ์ลดลง ด้วยเหตุนี้ การลับคมเลื่อยสำหรับไม้และการเดินสายจึงเป็นองค์ประกอบที่จำเป็นในการบำรุงรักษาเลื่อยสายพาน
ควรสังเกตว่าควรทำการตั้งค่าฟันก่อนที่จะทำการลับคมและไม่ใช่ในทางกลับกัน
เค้าโครงเครื่องมือ

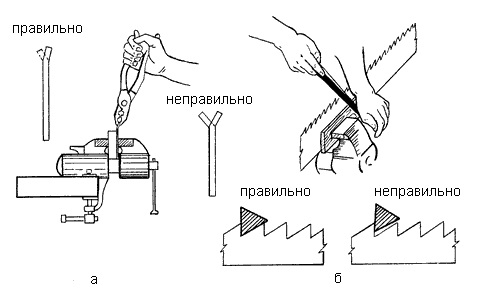
การใช้เครื่องตัด.
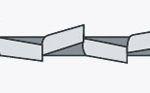
การดัดฟันคือการดัดฟันไปด้านข้าง การดำเนินการนี้จำเป็นเพื่อไม่ให้ใบเลื่อยหนีบเข้ากับชิ้นงาน รวมทั้งลดแรงเสียดทานระหว่างการทำงาน
การผสมพันธุ์มี 3 ประเภทหลัก
บันทึก!
เมื่อเดินสายไฟ คุณไม่ควรงอกานพลูทั้งหมด แต่ให้งอเพียงสามหรือสองในสามจากด้านบน
บริษัท ผู้ผลิตควรดำเนินการเพื่อให้ช่วงการดัดอยู่ในช่วง 0.3-0.7 มม.
งานนี้ทำได้ด้วยความช่วยเหลือของเครื่องมือเพาะพันธุ์พิเศษ
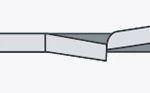
การลับคมเลื่อย
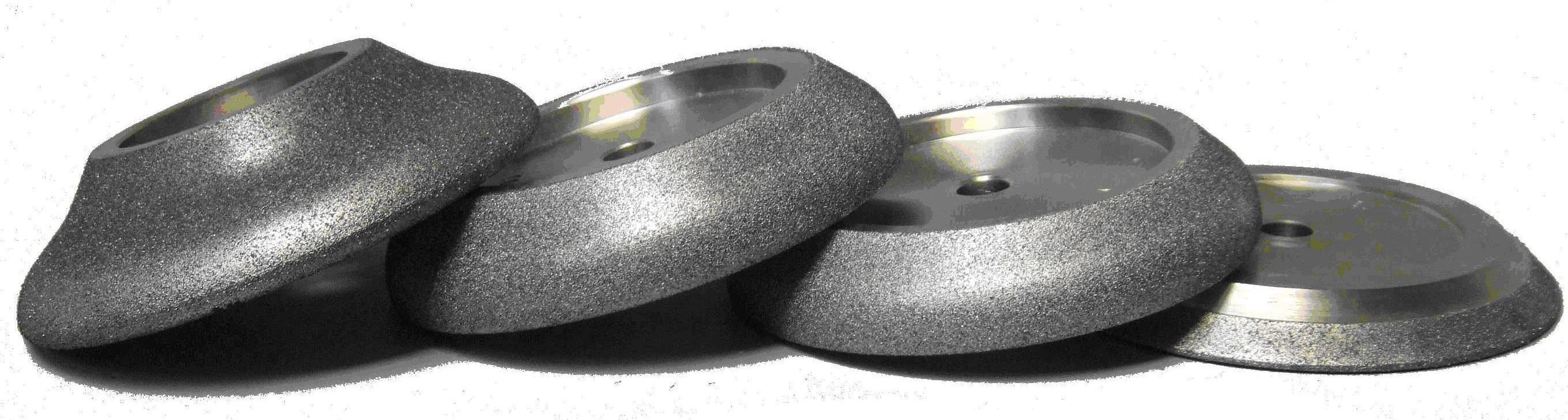
วงกลม Elbor ที่มีรูปร่างต่างกัน
ก่อนที่คุณจะลับคมใบเลื่อยสำหรับไม้หรือเครื่องมือรัด โปรดทราบว่ากว่า 80% ของเหตุการณ์ที่เกิดความเสียหายต่ออุปกรณ์ (รวมถึงการแตกหัก) เกิดจากการไม่ปฏิบัติตามมาตรฐานการทำงาน
การบำรุงรักษาเครื่องมือด้วยตนเอง
แผนการลับเลื่อยบนต้นไม้ควรคำนึงถึงข้อกำหนดต่อไปนี้
ใส่ใจ!
คำแนะนำทางทฤษฎีสำหรับการลับคมเลื่อยสายพานบนไม้ระบุว่าควรทำที่ด้านหน้าของฟันหรือทั้งด้านหลังและด้านหน้า
ในชีวิตจริงผู้เชี่ยวชาญและช่างฝีมือสมัครเล่นส่วนใหญ่ดำเนินการที่ด้านหลังเท่านั้นเพราะ สะดวกกว่า
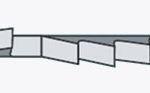
วิธีการลับคม
ภาพถ่ายแสดงการปรับความคมชัดแบบเต็มอัตโนมัติ
คุณสามารถเตรียมเครื่องมือสำหรับการทำงานโดยใช้อุปกรณ์ลับคมพิเศษ (เช่น เครื่องจักรที่มีวงกลมที่มีวัสดุและรูปร่างต่างกัน) หรือด้วยตนเอง ก่อนที่คุณจะลับเลื่อยบนต้นไม้อย่างถูกต้อง คุณควรเรียนรู้วิธีการพื้นฐานสำหรับการดำเนินการนี้
วิธีแรกคือการลับคมโปรไฟล์ทั้งหมด
เครื่องมือขอบ
วิธีที่สองคือการเหลาขอบฟัน
คุณสามารถทำได้ทั้งด้วยตนเองและใช้เครื่องมืออาชีพ
- เมื่อเลือกเครื่องแล้วจำเป็นต้องตัดสินใจเลือกวงกลมที่ใช้ มันมักจะแบน ควรใช้อุปกรณ์ลับเฉพาะเมื่อมีงานดังกล่าวจำนวนมากเท่านั้น
- ในสภาพภายในประเทศการลับคมทำได้ดีที่สุดด้วยมือของคุณเอง - บนกากกะรุนเชิงกลธรรมดาหรือด้วยความช่วยเหลือของช่างแกะสลัก เมื่อดำเนินการอย่าลืมเกี่ยวกับการป้องกันส่วนบุคคลและใช้ถุงมือหน้ากากหรือแว่นตาพิเศษ
- เมื่อคุณและเพื่อนบ้านของคุณไม่มีช่างแกะสลัก เครื่องมือกล กากกะรุน คุณสามารถลับเลื่อยสายพานโดยใช้วิธีการพื้นบ้านแบบดั้งเดิม - โดยใช้ตะไบเข็ม
- หากใช้เครื่องจักรในการลับฟิกซ์เจอร์ ควรตรวจสอบก่อนเริ่มการทำงานเพื่อดูว่าล้ออยู่ในตำแหน่งที่ถูกต้องเมื่อเทียบกับเลื่อยหรือไม่
- จำเป็นต้องถอดชั้นเหล็กดังกล่าวออกจากไซนัสเพื่อให้มั่นใจว่าจะลบรอยแตกด้วยกล้องจุลทรรศน์ทั้งหมด
- หากใช้เลื่อยโดยไม่มีการบำรุงรักษาเป็นเวลานานกว่าระยะเวลาที่ผู้ผลิตอนุญาต จะต้องเพิ่มปริมาณโลหะที่กำจัดออกต่อการลับคม
- ในการควบคุมผลลัพธ์ของการดำเนินการ ให้ใช้ผลิตภัณฑ์ใหม่เป็นข้อมูลอ้างอิงเสมอ
- รูปร่างของฟันเป็นลักษณะที่พัฒนาและตรวจสอบโดยผู้เชี่ยวชาญ คุณจะไม่สามารถประมวลผลชิ้นงานได้อย่างมีประสิทธิภาพโดยการเปลี่ยน ด้วยเหตุนี้จึงต้องทำการลับคมเพื่อให้รูปร่างของฟันและโปรไฟล์ของใบมีดยังคงเดิมจากโรงงาน
- ภายใต้กฎการใช้งานและการบำรุงรักษาทั้งหมด เครื่องมือเทปจะให้บริการคุณอย่างซื่อสัตย์จนกว่าความกว้างของเครื่องมือจะสึกหรอถึง 65 เปอร์เซ็นต์ของมูลค่าเดิม
- รูจมูกไหม้ของฟันเลื่อย สิ่งนี้เกิดขึ้นเนื่องจากการใช้ความพยายามมากเกินไปเมื่อทำงานกับจานเจียร ข้อบกพร่องนี้นำไปสู่ความจริงที่ว่าฟันจะหมองคล้ำอย่างรวดเร็ว
- มุมฟันที่ต่ำกว่าปกติและไซนัสที่มีรูปร่างเชิงมุมไม่สม่ำเสมอ
- การรื้อถอนเครื่องเจียรนอกรีต
- ตั้งมุมเอียงของหัวเครื่องไม่ถูกต้อง
- โปรไฟล์ที่เลือกโดยไม่รู้หนังสือของจานเจียร

ทำงานกับช่างแกะสลัก

ผลของการทำงานที่ไม่เหมาะสม - ฟันของเครื่องมือถูกไฟไหม้
บันทึก!
มีความคิดเห็นอย่างกว้างขวางในหมู่ช่างฝีมือสมัครเล่นว่าไม่จำเป็นต้องขจัดเสี้ยนที่เกิดขึ้นระหว่างการประมวลผล
มันผิดพื้นฐาน ดังนั้นรอยร้าวขนาดเล็กอาจเกิดขึ้นได้บนผืนผ้าใบ
หลังจากเสร็จสิ้นการทำงานอุปกรณ์เทปจะต้องทำความสะอาดยางไม้, ขี้เลื่อย, เรซิ่นทันที ก่อนเริ่มการบำรุงรักษา ควรตรวจสอบเครื่องมืออย่างรอบคอบ มิฉะนั้น คุณจะอุดตันวงกลม สิ่งนี้จะทำให้ประสิทธิภาพการลับคมลดลงอย่างมาก
ข้อผิดพลาดทั่วไป
ผลลัพธ์ที่คมชัดนี้เป็นไปได้เนื่องจากข้อผิดพลาดหลายประการ:
ก่อนที่คุณจะลับคมเลื่อยไม้อย่างถูกต้อง คุณควรเรียนรู้วิธีการเสียก่อน มีหลายวิธีในการให้บริการ ขึ้นอยู่กับประเภทของเลื่อย โปรไฟล์ รูปร่างของฟัน วิดีโอในบทความนี้ยังคงแจ้งให้คุณทราบในหัวข้อของมัน
- คำสั่งแต่งตั้งผู้อำนวยการทั่วไปของกลุ่มตัวอย่าง LLC ผู้อำนวยการทั่วไปทำหน้าที่เป็นผู้บริหารแต่เพียงผู้เดียวใน LLC เขาเป็นหนึ่งในผู้ก่อตั้งบริษัทหรือได้รับเชิญจากภายนอก กฎหมายกำหนดให้การตัดสินใจของปัญหานี้ขึ้นอยู่กับดุลยพินิจของผู้เข้าร่วมของบริษัท แต่เขาควบคุมในรายละเอียด […] กรอบกฎหมายของสหพันธรัฐรัสเซีย ให้คำปรึกษาฟรี กฎหมายของรัฐบาลกลางเกี่ยวกับประเภทและสถานการณ์การสูญหายในกรณีที่เอกสารสำคัญสูญหาย ถูกโจรกรรม เอกสารสำคัญเสียหาย จำเป็นต้องเขียนข้อความที่เหมาะสมและติดต่อ […]
- นิตยสารออนไลน์สำหรับนักบัญชี สิทธิประโยชน์สำหรับเด็ก 1 พฤษภาคม 2018: ขนาดใหม่ มูลค่าของมันจะเท่ากับค่ายังชีพขั้นต่ำสำหรับไตรมาสที่ 2 ของปีที่แล้ว นั่นคือ 11,163 รูเบิล เมื่อเทียบกับก่อนหน้านี้ […]