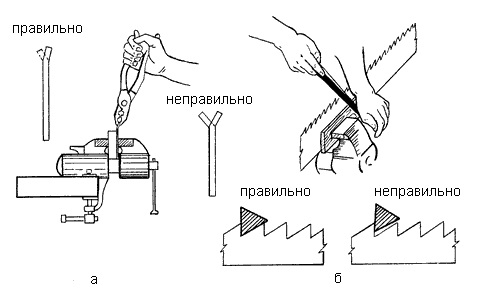
Maisha ya huduma ya bendi ya kuona kwa kuni moja kwa moja inategemea ubora wa kunoa kwake. Inaweza kufanywa kwa kujitegemea na kwa kutumia huduma za makampuni maalumu. Katika kesi ya kwanza, ni muhimu kujitambulisha kwa undani na teknolojia na idadi ya vipengele.
Ubunifu wa msumeno wa bendi
Msumeno wa bendi ni wa kitengo cha zana za kukata na ni sehemu muhimu ya vifaa maalum vya kutengeneza mbao. Ni mkanda uliofungwa, kwenye makali ya nje ambayo kuna meno.
Kwa ajili ya viwanda, darasa maalum za chuma hutumiwa - 9HF, B2F au C75. Wakati wa mchakato wa utengenezaji, meno yanatendewa na mikondo ya juu-frequency. Hii huongeza ugumu wao. Ni ukweli huu unaoathiri kujitenga kwa kando ya kukata na kudumisha. Mara nyingi, aina kadhaa za chuma hutumiwa katika utengenezaji. Ukanda kuu unafanywa kwa chemchemi, na sehemu ya kukata ni ya chuma na maudhui ya juu ya tungsten au cobalt.
Makala ya matumizi ya saw bendi kwa kuni:
- mahitaji ya mbao. Kadiri inavyozidi kuwa ngumu, ndivyo blade inavyozidi kuwa nyepesi;
- hali ya ufungaji. Kiashiria cha mvutano lazima zizingatiwe. Ikiwa ni chini ya inavyotakiwa, sagging itatokea. Kwa mvutano mkali, uwezekano wa kuvunjika kwa mtandao utaongezeka;
- kunoa mara kwa mara. Hii itahitaji mashine maalum.
- shimo la meno. Hii ni umbali kati ya vipengele vya kukata vya muundo. Maadili ya kawaida ni 19, 22 na 25 mm;
- urefu wa meno. Thamani kutoka msingi wake hadi juu;
- kona. Thamani kuu ambayo unahitaji kujua ili kuunda ndege ya kukata. Kwa mifano ya useremala, ni 35 °. Katika saw kugawanya, angle ni kutoka 18 ° hadi 22 °. Katika miundo ya usindikaji wa mbao - 10 ° -15 °;
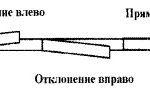
- talaka. Huamua kupotoka kwa jino kutoka kwa ndege ya jumla ya blade.
- classical. Kupiga mbadala kwa meno kuhusiana na blade kwa pande za kulia na kushoto;
- kusafisha. Meno ya kwanza na ya pili yanapotoka kwenda kulia na kushoto, wakati ya tatu bado haijabadilika. Mbinu hii hutumiwa kwa saws ambayo imeundwa kwa ajili ya usindikaji miamba ngumu;
- mawimbi. Pembe ya wiring kwa kila jino ni ya mtu binafsi. Matokeo yake, huunda makali ya kukata yanayofanana na wimbi. Aina ngumu zaidi ya wiring.
- Emery inashuka. Kwa wakati huu, makali ya mbele na makali ya kukata ni kusindika.
- Uundaji wa kukata katika unyogovu. Hii imefanywa bila kuacha turuba. Hatua hii inakuwezesha kuondoa microcracks na makosa. Jambo muhimu ni kupunguza mvutano wa uso, ambayo ndiyo sababu kuu ya deformation ya mtandao.
- Mduara unasonga juu. Nyuma ya jino na makali yake ya kukata ni mashine.
- Rollers lazima ziunganishwe kwa usawa na kwa wima
- Roller haipaswi kusukuma saw chini kutoka kwa hali yake ya bure kwa zaidi ya kiasi kilichotajwa na mtengenezaji, kulingana na aina ya mashine.
- Upande wa nyuma wa saw haipaswi kuwa zaidi ya kiasi kilichotajwa na mtengenezaji, kulingana na aina ya mashine, kutoka kwa lug ya kuacha ya roller.
- Vifaa vya tepi vinavyotengenezwa kwa ajili ya kukata kuni vinafanywa kutoka kwa chuma cha alloyed chombo, ambacho kina ugumu wa 40 hadi 46 HRC.
- Upana wa kata (kerf) kwa zana za tepi ni ndogo sana kuliko wenzao wa disk. Wakati wa kukata kuni za bei nafuu, wakati huu hauonekani sana, lakini wakati wa kukata aina za thamani na za kigeni za kuni, ni muhimu sana.
- Mashine inaweza kukata kazi za ukubwa wowote. Wakati huo huo, chombo cha bendi kinafanya kazi haraka na huunda kukata ubora wa juu.
- Kuna taka kidogo sana (chips, sawdust) wakati wa kutumia aina hii ya saw.
- Kwa njia ya classical, meno yanapigwa kushoto na kulia kwa utaratibu mkali.
- Kwa njia ya kusafisha, kila theluthi ya meno inabaki katika nafasi yake ya awali. Ni bora kwa vifaa vilivyoundwa kwa kukata miti ngumu.
- Kwa wiring wavy, kila jino hupewa kiasi chake tofauti cha bend. Katika kesi hii, wasifu wa wavuti unachukua fomu ya wimbi. Njia hii ndiyo ngumu zaidi.
- Haja ya upasuaji imedhamiriwa kwa macho. Wakati huo huo, tahadhari inapaswa kulipwa kwa hali ya meno na ubora wa kuta za incision (kwa mfano, ukali wao ulioongezeka).
- Miduara kwa hatua ya chombo cha tepi huchaguliwa kulingana na kiwango cha ugumu wa meno. Ili kufanya kazi na vifaa vya chuma vya chuma, diski za corundum zinahitajika. Vipu vya bimetal vinapigwa kwenye borazone au magurudumu ya almasi.
- Sura ya emery kwa vifaa vya tepi lazima ichaguliwe kulingana na vigezo vyao. Miduara inayojulikana ni kikombe, wasifu, umbo la sahani, gorofa.
- Kabla ya kufanya operesheni, ni muhimu kufuta msumeno na uiruhusu kunyongwa katika nafasi hii kwa karibu masaa 10-12.
- Kuondolewa kwa chuma pamoja na wasifu wa meno lazima iwe sare.
- Shinikizo kubwa juu ya mkali lazima lisimamishwe. Inaweza kusababisha annealing.
- Wasifu wa blade na urefu wa meno lazima ubaki bila kubadilika.
- Baridi ya kioevu lazima itolewe wakati wa operesheni.
- Burrs kwenye meno haipaswi kutokea.
- Ni ya ubora wa juu, operesheni inafanywa kwa mashine moja kwa moja.
- Elborovy emery, iliyochaguliwa hasa katika sura, hupita uso mzima wa cavity interdental wakati huo huo na ndege kuandamana ya meno karibu katika harakati moja.
- Uumbaji wa angularities juu ya meno ni kuondolewa kabisa.
- Upungufu wa jamaa wa kunoa vile ni hitaji la kuwa nawe idadi inayofaa ya miduara ya turubai zilizo na wasifu tofauti.
Utekelezaji wa hatua ya mwisho itaongeza maisha ya huduma ya muundo wa tepi. Walakini, ni shida kufanya kunoa peke yako - unahitaji kuchagua wiring sahihi, angalia angle ya vile.
Wakati wa kununua saw iliyotumiwa, unahitaji kulipa kipaumbele kwa kuwepo kwa welds za kutengeneza kwenye blade. Zinaonyesha kushindwa kwa chombo mara kwa mara.
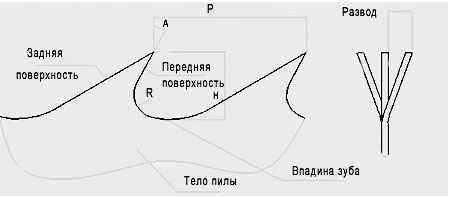
Fomu za sehemu ya kukata na angle ya kuimarisha
Katika hatua ya kwanza, aina ya saw ya bendi imedhamiriwa. Kiashiria kuu ni sura ya meno. Kulingana na parameter hii, wamegawanywa katika kugawanya, useremala au lengo la magogo ya kuona. Jiometri ya awali na angle ya wiring imedhamiriwa na mtengenezaji. Inashauriwa kujua data hizi katika hatua ya ununuzi wa vifaa. Wanahitajika kuamua vigezo vya mashine.
Kwa miti ngumu, pembe ya reki inapaswa kuwekwa kwa kiwango cha chini. Hii inahakikisha mawasiliano bora kati ya nyenzo za kazi na chuma. Ikiwa unapanga kusindika aina za laini, unaweza kutumia mifano na pembe kubwa ya tafuta ili kuongeza kasi ya usindikaji.
Vigezo vya kufafanua vya kujifanya upya kwa makali ya kukata ni:
Baada ya kazi kufanywa kwenye mashine, kwa kweli, sifa hizi zinapaswa kubaki bila kubadilika. Kwa kila mfano, mtengenezaji huamua thamani ya juu ya kupotoka. Ikiwa wakati wa operesheni hufikiwa, ni muhimu kununua mtindo mpya.
Ili kuondokana na resonance katika baadhi ya aina za zana za kukata, lami ya kutofautiana ya meno hufanywa. Hii haiathiri kunoa kwa mikono, lakini inahitaji uwekaji makini wa vigezo wakati wa kunoa kiotomatiki.
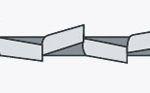
Wiring ya bendi

Kabla ya kuunda makali ya kukata, kuweka sahihi ya meno lazima kufanywe. Katika kipindi chote cha operesheni, kutokana na mizigo ya mara kwa mara, eneo lao linaweza kubadilika. Kwa hiyo, kwanza jiometri inarekebishwa, na kisha kuimarisha.
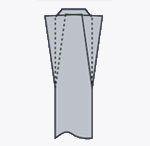
Wiring ni kuinama kwa meno kuhusiana na ndege ya blade kuu. Utaratibu huu unafanywa tu kwenye mashine maalum. Katika kesi ya tofauti kubwa kwa urefu wote wa tepi, uharibifu wa mapema au kuvunjika kwa mtandao kunawezekana. Kwa hiyo, kabla ya hayo, unapaswa kuamua juu ya aina ya wiring.
Pembe ya mwelekeo lazima ilingane na asili. Aina ya wiring pia inazingatiwa, ambayo inaweza kuwa kama ifuatavyo.
Wakati wa kuinama, sio jino lote ambalo limeharibika, lakini ni sehemu yake tu. Mara nyingi kupotoka hutokea katika 2/3 ya urefu wa jumla.
Thamani ya wastani ya talaka ni mdogo kwa maadili kutoka 0.3 hadi 0.7 mm. Hii inatumika kwa mifano ya kawaida ya saw bendi kwa kuni.

Uchaguzi sahihi wa aina ya gurudumu la kusaga ni muhimu. Inapaswa kuendana na daraja la chuma ambalo bendi ya saw inafanywa. Magurudumu ya Corundum hutumiwa kwa miundo ya chuma ya chombo. Ikiwa inahitajika kuboresha mali ya kukata ya mifano ya bimetallic, magurudumu ya CBN au almasi inapaswa kutumika.
Kulingana na uwezo wa kiufundi, inawezekana kufanya usindikaji kamili wa wasifu au kila sehemu ya kukata tofauti. Katika kesi ya kwanza, utahitaji mduara wa elbor, ambao mwisho wake una sura sawa na ile ya saw. Kwa chaguo la pili, kila jino linasindika.
Utahitaji kwanza mashine. Lazima iwe na kazi za kusimamia kasi ya mzunguko wa diski na kubadilisha eneo lake kuhusiana na chombo. Baada ya kurekebisha blade katika sura maalum, unapaswa kufanya vitendo vile kulingana na maagizo yafuatayo.
Kwa njia hiyo hiyo, meno mengine yote yanasasishwa. Ni muhimu kwamba pembe za kuingia na kutoka ni sawa kila mahali. Vinginevyo, ikiwa jiometri inatofautiana katika moja ya sehemu, utendaji utaharibika.
Kwa mawasiliano ya muda mrefu ya mduara na chuma, joto juu ya uso wa mwisho linaweza kuongezeka kwa kasi. Ili kuondoa athari hii, baridi maalum hutumiwa ambayo hutoka moja kwa moja kutoka kwa mashine. Kulisha hufanywa kila wakati ili kuzuia malezi ya eneo la mwanga. Katika sehemu hii, nguvu ya mitambo itapungua.
Ili kuepuka kupiga, uwepo wa vipengele vya chuma kwenye kuni unapaswa kuchunguzwa kabla ya usindikaji wa kuni. Pia, tahadhari maalumu hulipwa kwa kurekebisha na kulisha sare ya workpiece kwa kuona.
MAELEKEZO YA UENDESHAJI KWA BAND SAW
MBAO-MIZER BAND SAW MAELEKEZO YA UENDESHAJI
Msumeno wa WOOD-MAIZER umetengenezwa kwa chuma chenye kaboni ya juu na kutibiwa joto kwa njia ya kuhakikisha utulivu wa juu wa saw katika kukata, ndiyo sababu kampuni yetu inapendekeza matumizi ya WOOD-MAIZER saw, hata hivyo, yoyote. ubora chanya hauwezi lakini kuwa na madhara yanayoambatana. Pia kuna misumeno ya WOODMAIZER. Wanahitaji mtazamo mkali zaidi kwa waendeshaji na wakali.
HATUA 1 YA JINO
Lami ya blade ni umbali kati ya vilele vya meno mawili yaliyo karibu. Kwa vile vile vya WOOD-MIZER, ni 22.0 mm. Lami ya jino ni mara kwa mara na haibadilika wakati wa mchakato wa kunoa.
Urefu wa jino ni umbali kati ya msingi wa cavity ya meno na sehemu ya juu ya jino. Kwa sababu ya uwepo wa mapumziko ya kati ya meno, vumbi la mbao huondolewa kutoka kwa eneo la kazi la blade wakati wa kusaga. Urefu wa jino lazima uwe wa kutosha ili kuhakikisha kuondolewa kwa machujo ambayo hujilimbikiza kwenye mapumziko ya kati wakati wa mchakato wa kusaga.
Urefu wa meno ya vile vile vya WOOD-MIZER ni sawa kwa aina yoyote ya kuona. Wakati wa kuimarisha blade, urefu wa jino hupungua. Ili kudumisha urefu wa jino unaohitajika, ni muhimu kuimarisha groove kati ya meno hadi urefu wa jino ni 4.8 mm. Tazama Jedwali 1 mwishoni mwa sehemu hii.
Blades yenye meno 4.8 mm juu. kutumika kwa kila aina ya kukata. Blade zilizo na meno ya urefu wa 4.0 mm hutumiwa hasa kwa kukata miti iliyohifadhiwa, ngumu. Blades yenye meno ya juu ya 4.3-6.4 mm inaweza kutumika kwenye kuni laini sana.
3 ANGLE YA KUNULIA
Pembe ya kunoa, kiwango cha kunoa na kuweka meno ni mambo muhimu zaidi yanayoathiri utendaji wa blade. Mambo haya yote yanaathiri ubora wa sawing na tija ya sawmill.
Pembe ya kunoa ni pembe ya kupotoka kwa mwisho wa jino kutoka kwa wima. Kwa sababu ya uwepo wa pembe ya kunoa, jino "hufunga ndoano" kwenye kuni. Jino lazima liingie ndani ya kuni kwa kina ili blade yenyewe inaweza kuondoa vumbi la mbao kwa ufanisi. Ikiwa pembe ya kunoa ni kubwa sana kwa kasi ya kulisha ya saw, basi hii inaweza kusababisha vibrations na, kwa sababu hiyo, kuzorota kwa ubora wa kata. Kwa pembe ndogo ya kunoa, jino halitaingia ndani ya kuni kwa kina cha kutosha, ambacho kinaweza kusababisha mizigo ya ziada wakati wa kuona na kuzorota kwa ubora wa kata.
Pembe ya kunoa inategemea aina ya kuni inayosindika na tija ya mashine. Kama sheria, kadiri pembe ya kunoa inavyopungua, ndivyo tija ya mashine za kushona inavyopungua. Tazama Jedwali 1 mwishoni mwa sehemu.
4 ANGLE YA MWISHO
Pembe ya kitako ni pembe ya kupotoka kwa kitako cha jino kuhusiana na blade yenyewe.
Kwa nafasi isiyo ya kupotoka ya jino, pembe ya mwisho ni digrii 90. Wakati wa kueneza blade, angle ya kitako hubadilika kwa digrii kadhaa na inakuwa zaidi ya digrii 90.
SETI 5 ZA MENO
Kuweka meno ni jambo muhimu linaloathiri utendaji wa kukata blade.
Seti ya jino ni thamani ya mstari wa kupotoka kwa jino kwa pembe fulani kuhusiana na ndege ya blade. Seti kubwa ya meno, upana wa kukata na jitihada kubwa zaidi zinazohitajika kuomba wakati wa kuona.
Tazama Jedwali 1. Mpangilio wa meno unaopendekezwa kwa kawaida ni 0.5 - 0.55 mm kwa vile 1.1 mm. Wakati wa kufanya kazi na vizingiti ngumu na kuni iliyohifadhiwa, kiasi cha kuweka kinapaswa kuwa katika aina mbalimbali za 0.4 - 0.45 mm kwa vile 1.1 mm. Mpangilio mkubwa hutumiwa wakati wa kufanya kazi na kuni laini (0.55 - 0.6 mm kwa vile 1.1 mm).
Kumbuka kwamba wakati wa kuimarisha meno na kupunguza urefu wao, seti pia hupungua na meno ya blade yanahitaji kuweka.
Saruji ya WOOD-MIZER hapo awali iliundwa kuwa ngumu zaidi kuliko karibu washindani wake wote kuu, kwa hivyo haipotezi utulivu kwa mvutano wa chini kuliko saw zingine, na chini ya mvutano, mkazo mdogo unaotokea kwenye blade na. , kama matokeo, kuna uwezekano mdogo wa kuvunja saw.
Ili kuweka kwa usahihi mvutano wa blade kwenye kinu, fanya yafuatayo:
Ni muhimu kukata kwa mvutano wa chini kabisa (150 - 170 atm.) Hii itaongeza maisha ya saw.
Ili kupata mbao za hali ya juu bila kulipia zaidi kwa saw, unahitaji kufuata idadi ya mahitaji rahisi:
a) Inahitajika kufuatilia hali ya mikanda kwenye pulleys, mikanda miwili inagharimu chini ya saw moja, kwa hivyo unaweza kumudu kuzibadilisha mara nyingi zaidi, na kuokoa pesa isiyoweza kulinganishwa kabisa kwenye saw. Haikubaliki kabisa kwa blade ya saw kupitia chuma, ikiwa hii itatokea, basi saw haitasimama hata saa moja.
b) Ni muhimu kusawazisha blade ya saw kwenye pulleys: umbali kutoka kwa mizizi ya jino hadi makali ya pulley inaweza kutofautiana kulingana na aina ya mashine.
c) Pangilia rollers za mwongozo kwa usahihi:
d) Wakati wa kugeuza saw, sura ya jino lazima irudiwe sawasawa na sampuli.
e) Mpangilio wa wavuti lazima ufanane na kazi inayofanywa, kama wavuti,
kwa ujasiri kuona logi yenye kipenyo cha cm 30 haitakatwa kwa mafanikio sawa
logi yenye kipenyo cha cm 60, kwa sababu kiasi cha machujo yaliyoondolewa kwenye kata ni takriban mara mbili kubwa.
f) Chagua lubricant ya blade ya saw. Lubricant mojawapo ni mchanganyiko wa 50% ya mafuta ya dizeli na 50% ya mafuta ya tairi ya chainsaw (kwa ajili ya kukata kwenye joto chini ya -15 ° C). Mchanganyiko huu unapaswa kutumika kwa saw katika safu nyembamba kwa kunyunyiza. Lubrication haipaswi kuwa nyingi, dawa moja ni ya kutosha kwa muda. Utagundua kwa urahisi kuwa ni wakati wa kulainisha zaidi kwa jinsi sauti inavyorudi, ambayo ilipotea baada ya kutumia lubrication. Omba lubricant ili ipate pande zote za saw. Matumizi ya lubricant pia yatakuruhusu kupunguza idadi ya bodi za "bloom" kutoka kwa machujo ya mbao na maji yanayoanguka juu yao.
g) ACHILIA SAW KWA KUWA UMEACHA KUONA
Katika mchakato wa kuona, blade za saw hupasuka na, kwa sababu hiyo, huongezeka kwa urefu. Vile vile vinapopoa, huwa na kurudi kwa ukubwa wao wa awali, na katika mchakato huo, dhiki nyingi hutokea kwenye blade. Kwa kuongeza, kumbukumbu ya sura ya pulleys mbili inabaki kwenye saw, ambayo haina muda mrefu wa maisha ya saw.
Mbali na hilo. mikanda kwenye pulleys inageuka kuwa imekunjwa, ambayo huwafanya, kwanza, sio pande zote na inaongeza vibration ya ziada kwa saw, na pili, inafunga "hump" kwenye ukanda, ambayo inahakikisha kwamba saw inazingatia pulleys. .
JINSI YA KUJUA IKIWA SAW YAKO IMEWEKA KWA USAHIHI?
Talaka inaweza kuchukuliwa kuwa bora zaidi wakati kuna mchanganyiko wa 65-70% ya vumbi na hewa 30-35% kati ya blade ya msumeno na mti ambayo inakata. Udhihirisho wa nje ambao saw umewekwa kwa usahihi ni kwamba inatupa takriban 80-85% ya machujo kutoka kwa kata.
Katika kesi wakati mpangilio wa saw hautoshi, vumbi la moto lililoshinikizwa sana linabaki kwenye uso wa bodi, haiwezekani kufikiria chochote kibaya zaidi kwa msumeno. Machujo ya mbao yanapaswa kuwa ya joto, sio moto au baridi.
Msumeno ambao umewekwa mbali sana una uwezekano wa kukata msumeno, na msumeno ambao haujawekwa mbali sana utakatika.
Ikiwa unaona magogo yenye kipenyo cha cm 30 kwa kasi nzuri na vumbi lina joto kwa kugusa, basi haipaswi kujaribu kuona logi yenye kipenyo cha cm 60 na mpangilio sawa, kwa sababu italazimika kuondoa. mara mbili ya vumbi kutoka kwa kata, ambayo inamaanisha unapaswa kuongeza mpangilio (takriban na 20%).
Hitimisho: magogo yanapaswa kupangwa kwa unene kabla ya kukatwa.
Jambo lingine muhimu sana: theluthi ya juu tu ya jino inapaswa kugawanywa, usigawanye jino chini ya mzizi, kona kali tu iliyo juu kabisa ya jino inapaswa kuhusishwa katika mchakato wa kukata.
Usisahau kwamba mti unaoona laini, ndivyo talaka inapaswa kuwa kubwa.
Msumeno unapaswa kuimarishwa baada ya sagging ya bure kwa masaa 4-5 katika hali iliyopinduliwa na kuondolewa kwa chuma kidogo (ikiwa ni lazima, mara kadhaa), na kisha deburr na kuzaliana Kanuni kuu: talaka bora hupatikana na wewe kwa majaribio; hesabu.
Usisahau kwamba kiashiria kwenye kifaa chako cha kunoa ni kifaa nyembamba. Haina gharama yoyote kuiweka upya. Inafanya kazi katika hali kali sana, jihukumu mwenyewe: msumeno wako una takriban meno 220. Unanoa saw mara 15, inageuka kuwa kwa maisha ya saw; kiashiria kinafanya kazi wakati kimewekwa angalau mara 3.5-4 elfu (mara nyingi unapaswa kuweka jino kwa hatua kadhaa). Mfano huu umetolewa ili kukukumbusha hilo. kwamba kiashiria huchakaa baada ya muda na kwamba angalia ufungaji wake mara nyingi zaidi .
Imekuwa kuthibitishwa mara kwa mara kwamba ubora wa kukata unategemea kwa kiasi kikubwa sura ya meno ya saw yako. Sura ya jino ilitengenezwa na kuthibitishwa
miaka na haipendekezi kufanya majaribio haya tena. Kwa hiyo, ni vyema kuwa na sampuli (sentimita 30) ya saw na kudhibiti sura ya jino kila wakati unapoimarisha saw.
JINSI YA KUTATUA MATATIZO YANAYOWEZEKANA YA KUONA
1. Wakati wa kuingia kwenye logi, msumeno unaruka juu na unapoondoa ubao, umejipinda kama saber. Hii inawezekana zaidi kutokana na ukweli kwamba angle ya kuimarisha jino ni kubwa sana, na kuweka haitoshi. Jaribu kupunguza angle ya kunoa jino kwa digrii kadhaa na kuongeza talaka kwa elfu 2-3; kwa upande.
2. Wakati wa kuingia kwenye logi, saw inaruka juu na kupunguzwa hasa karibu na mwisho wa logi, baada ya hapo huanguka chini. Jambo hili linaitwa "kufinya nje" au "kupunguza nje", yaani, wanasema: msumeno hupigwa nje. Uwezekano mkubwa zaidi, hii inasababishwa na pembe kubwa sana ya kunoa jino. Jaribu kupunguza pembe ya kunoa digrii kadhaa.
3. Msumeno unapiga mbizi chini na kukata moja kwa moja baada ya hapo. Hii inaweza kuwa kutokana na sababu kadhaa, kwa mfano, kwamba saw imekuwa butu, hata hivyo, uwezekano mkubwa, sababu ya jambo hili ni angle ya kutosha ya kuimarisha saw, ambayo inaweza kusababishwa na ukweli kwamba mkali hufanya. usijaze jiwe kwa wakati unaofaa, kagua blade kwa uangalifu ikiwa jino la sura linaonekana kuwa bora kwako, basi unapaswa kuongeza pembe ya kunoa jino kwa digrii kadhaa.
4. Msumeno "hupiga mbizi" chini na unapoondoa ubao, hujipinda kama sabuni. Uwezekano mkubwa zaidi, hii inasababishwa na pembe ya kunoa haitoshi na wiring haitoshi kwa wakati mmoja. Angalia turubai kwa uangalifu, ikiwa sura ya jino inaonekana kuwa bora kwako, basi unapaswa kuongeza pembe ya kunoa kwa digrii kadhaa na kuiongeza kwa elfu 2-3 kwa kila upande.
5. Kata inakuja kwa mawimbi. Ikiwa saw ni mkali, ni kutokana na kuweka kidogo, ongezeko la kuweka kwa inchi 0.006-0.008 kwa kila upande kwenye kiashiria.
6. Kuna mbao nyingi sana zilizobaki kwenye ubao na huhisi kuwa huru kwa kuguswa. Uwezekano mkubwa zaidi, hii inasababishwa na usanidi mwingi na ukiangalia kwa karibu utaona mikwaruzo ya tabia kwenye ubao, kinachojulikana kama "alama za meno". Kama labda umekisia, unapaswa kupunguza kidogo kuenea kwa saw.
7. Sawdust "rolls" kwenye blade ya saw. Hii ni kutokana na ukweli kwamba saw haipatikani kwa kutosha na hakuna hewa ya kutosha iliyobaki katika kukata, blade ya saw inasugua dhidi ya vumbi, inawaka moto na vumbi la kuni huoka kwenye saw. Ongeza seti 0.005" kwa kila upande wa kiashirio.
8. Filings "roll" juu ya uso wa juu wa jino, lakini hii haina kutokea juu ya uso wa saw. Hii ni kwa sababu ya ubora duni wa kunoa (kulisha kupita kiasi au kuondolewa kwa chuma kupita kiasi na, kwa sababu hiyo, ubora duni wa uso kwenye tundu la jino), au pembe ya kunoa sana ya jino, au ukweli kwamba blade iliendelea. aliona baada ya kuwa tayari kuwa wepesi.
9. Machujo ya mbao kwenye ubao yamesisitizwa na ya moto kwa kugusa. Seti haitoshi, unapaswa kuongeza seti kwa inchi 0.003 kwa kila upande kwenye kiashiria. Punguza angle ya kunoa.
USISAHAU KWAMBA KUONA KWA SONA AMBAYO HAIJAWEKWA NDIO NJIA YA KASI ZAIDI YA KUIPARUKA.
10. Msumeno umepasuka kwa nyuma. Hii ni kwa sababu vituo vya nyuma vya wavivu viko mbali sana na sehemu ya nyuma ya blade. Umbali kutoka nyuma ya blade hadi kuacha kwa roller ya mwongozo haipaswi kuzidi thamani iliyoonyeshwa kinyume chake, kulingana na aina ya mashine.
11. Msumeno mpya, ambao haujawahi kuchomwa tena nyufa kwenye cavity ya jino. Hii mara nyingi husababishwa na blade kutopunguzwa vya kutosha kwa kazi inayojaribu kufanya (tazama sehemu ya 4 ya sheria za msingi za kusaga), au kwa kuendelea kuona blade baada ya kuwa nyepesi), au ingeweza kutokea baada ya kata ya kwanza, ikiwa logi ilikuwa ya kutosha "imevingirwa" kwenye mchanga.
12. Baada ya kuimarisha tena, blade inafunikwa na nyufa kwenye mashimo ya meno. Wakati wa kuimarisha tena, chuma kikubwa kiliondolewa kwa wakati mmoja, na kusababisha kusaga kwa uso wa jino. Au hii ni kutokana na mabadiliko katika jiometri ya jino. Linganisha jiometri ya jino na lile ambalo hapo awali lilikuwa kwa kuunganisha kipande cha blade kwenye msumeno ambao haujawahi kuchorwa tena.
Misumeno ya bendi ya kunoa kwa kuni: wasifu, meno na pembe ya kunoa. Mpangilio wa zana na njia za kunoa
Vipu vya bendi vimeundwa kwa kukata vifaa mbalimbali, ikiwa ni pamoja na mbao za viwango mbalimbali vya ugumu. Sehemu yao ya kazi ni mkanda wa chuma uliofungwa na meno.
Bei ya saws za bendi za kunoa katika warsha maalum ni duni. Lakini mara nyingi kasi na ubora wa utekelezaji wa utaratibu sio moyo sana. Kulingana na hili, kazi inaweza kufanyika peke yako.

Saruji za bendi zinahitaji kunoa mara kwa mara.
Vipengele vya kubuni vya saw bendi
Kumbuka!
Ili mashine ifanye kazi kila wakati kwa utulivu na kwa ufanisi, matengenezo yake yanapaswa kushughulikiwa na jukumu kubwa.
Misumari ya bendi ya kunoa na ya wiring juu ya kuni inapaswa kufanywa kwa wakati na kwa uwezo.
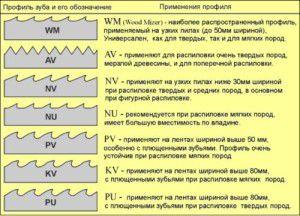
Profaili, meno na angle ya kunoa
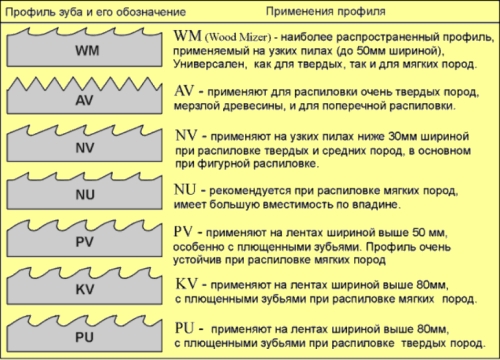
Uainishaji wa kimataifa wa wasifu wa meno.
Vifaa vya tepi vina jiometri ya jino tofauti, ambayo inategemea aina na sifa za vifaa vinavyokatwa. Chombo cha kuni kinaweza kuwa useremala na kugawanya. Kuna aina ya tatu, iliyoundwa kwa ajili ya mbao za mbao, magogo. Subspecies hizi zote zina vigezo vyao na sura ya meno.
Pembe ya kunoa ya saw ya bendi kwa kuni huchaguliwa na mtengenezaji kulingana na pointi kadhaa. Jambo kuu ni kwamba nyenzo ngumu zaidi, ndogo ya pembe inapaswa kuwa. Chini ni meza yenye vigezo kuu vya saw.
Kuandaa kifaa kwa kazi
Katika kipindi cha matumizi ya kuendelea ya chombo, kupungua kwa ubora wa makali ya kukata ni kuepukika. Inapunguza, na upana wa meno ya kuzaliana hupungua. Kulingana na hili, kuimarisha saw kwa kuni na wiring yake ni vipengele muhimu vya matengenezo ya msumeno wa bendi.
Ikumbukwe kwamba kuweka meno inapaswa kufanywa kabla ya kuimarishwa, na si kinyume chake.
Mpangilio wa zana

Matumizi ya mashine ya kukata.
Wiring ni mchakato wa kupiga meno kwa pande. Operesheni hii ni muhimu ili blade ya saw isiingie kwenye kiboreshaji cha kazi, na pia kupunguza msuguano wakati wa operesheni.
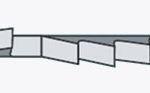
Kuna aina 3 kuu za ufugaji.
Kumbuka!
Wakati wa kuunganisha, haupaswi kuinama karafuu nzima, lakini ni theluthi moja au mbili kutoka juu.
Makampuni ya viwanda yanashauriwa kutekeleza operesheni ili aina ya kupiga ndani ya 0.3-0.7 mm.
Kazi hiyo inafanywa kwa msaada wa chombo maalum cha kuzaliana.
Aliona kunoa
Miduara ya Elbor yenye maumbo tofauti.
Kabla ya kunoa blade ya msumeno kwa ajili ya mbao au zana za bendi, kumbuka kuwa zaidi ya 80% ya matukio na uharibifu wa fixtures (ikiwa ni pamoja na kuvunjika) ni kutokana na kutofuata viwango vya kazi.
Matengenezo ya zana ya mwongozo.
Mpango wa kunoa msumeno kwenye mti unapaswa kuzingatia vifungu vifuatavyo.
Makini!
Maagizo ya kinadharia ya kunoa bendi ya saw juu ya kuni inajulisha kwamba inapaswa kufanywa ama upande wa mbele wa meno, au wote nyuma na mbele.
Katika maisha halisi, wataalam wengi na mafundi wa amateur hufanya operesheni tu upande wa nyuma, kwa sababu. ni rahisi zaidi.
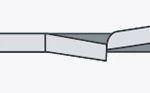
Mbinu za kunoa
Picha inaonyesha uboreshaji kiotomatiki wa wasifu kamili.
Unaweza kuandaa chombo cha kazi kwa kutumia vifaa maalum vya kunoa (kwa mfano, mashine zilizo na miduara ya nyenzo tofauti na sura) au kwa mikono. Kabla ya kunoa saw kwenye mti, unapaswa kujifunza njia za msingi za operesheni hii.
Njia ya kwanza ni kunoa wasifu kamili.
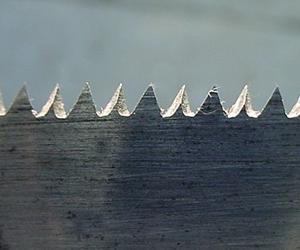
Chombo chenye makali.
Njia ya pili ni kunoa kingo za meno.
Unaweza kufanya hivyo kwa mikono na kwa kutumia mashine ya kitaaluma.
- Baada ya kuchagua mashine, ni muhimu kuamua juu ya mzunguko uliotumiwa. Kawaida ni gorofa. Vifaa maalum vya kunoa vinapaswa kutumiwa tu wakati kuna kazi nyingi za kufanywa.
- Katika hali ya ndani, kunoa ni bora kufanywa na mikono yako mwenyewe - kwenye emery ya kawaida ya mitambo au kwa msaada wa mchoraji. Wakati wa kufanya operesheni, usisahau kuhusu ulinzi wa kibinafsi na kutumia glavu, mask au glasi maalum.
- Wakati wewe na majirani zako huna mchongaji, chombo cha mashine, emery, unaweza kuimarisha msumeno wa bendi kwa kutumia njia ya jadi ya watu - kwa kutumia faili ya sindano.
- Ikiwa mashine inatumiwa kunoa fixture, inapaswa kuchunguzwa kabla ya kuanza operesheni ili kuamua ikiwa gurudumu iko katika nafasi sahihi kuhusiana na saw.
- Ni muhimu kuondoa safu hiyo ya chuma kutoka kwa dhambi ili nyufa zote za microscopic zihakikishwe kuondolewa.
- Ikiwa saw imetumika bila matengenezo kwa muda mrefu zaidi kuliko muda unaoruhusiwa na mtengenezaji, kiasi cha chuma kilichoondolewa kwa kunoa lazima kiongezwe.
- Ili kudhibiti matokeo ya operesheni, tumia bidhaa mpya kila wakati kama marejeleo.
- Sura ya meno ni tabia iliyokuzwa na kuthibitishwa na wataalamu. Kwa kuibadilisha, hautaweza kusindika viboreshaji vya kazi. Kulingana na hili, kuimarisha lazima kufanywe ili sura ya meno na wasifu wa blade kubaki asili, kiwanda.
- Kwa kuzingatia sheria zote za uendeshaji na matengenezo, chombo cha tepi kitakutumikia kwa uaminifu mpaka upana wake umevaliwa hadi asilimia 65 ya thamani yake ya awali.
- Sinuses zilizochomwa za meno ya saw. Hii hutokea kutokana na matumizi ya jitihada nyingi wakati wa kufanya kazi na diski ya kusaga. Kasoro hii inaongoza kwa ukweli kwamba meno hupungua haraka sana.
- Pembe ndogo ya meno na sura isiyo ya kawaida, ya angular ya sinuses.
- uharibifu wa eccentric ya mashine ya kusaga;
- kuweka vibaya angle ya mwelekeo wa kichwa cha mashine.
- wasifu uliochaguliwa bila kusoma na kuandika wa diski ya kusaga.

Kufanya kazi na mchongaji.

Matokeo ya kazi isiyofaa - meno ya chombo huchomwa.
Kumbuka!
Kuna maoni yaliyoenea kati ya mafundi wa amateur kwamba hakuna haja maalum ya kuondoa burrs zinazotokea wakati wa usindikaji.
Kimsingi sio sawa, kwa hivyo nyufa za microscopic zinaweza kutokea kwenye turubai.
Baada ya kukamilika kwa kazi, kifaa cha tepi lazima kisafishwe mara moja kwa sap ya kuni, machujo ya mbao, resin. Kabla ya kuanza matengenezo, chombo kinapaswa kuchunguzwa kwa uangalifu, vinginevyo utaziba mduara. Hii itasababisha kupungua kwa kiasi kikubwa kwa ufanisi wa kuimarisha.
Makosa ya Kawaida
Matokeo haya ya kunoa inawezekana kwa sababu ya makosa kadhaa:
Kabla ya kunoa msumeno wa kuni kwa usahihi, unapaswa kujifunza jinsi ya kuifanya. Kuna njia kadhaa za huduma. Wanategemea aina ya saw, wasifu wake, sura ya meno. Video katika makala hii inaendelea kukujulisha juu ya mada yake.
- Agizo juu ya uteuzi wa mkurugenzi mkuu wa sampuli ya LLC Mkurugenzi mkuu hufanya jukumu la shirika la mtendaji pekee katika LLC. Yeye ni mmoja wa waanzilishi wa kampuni au amealikwa kutoka nje. Sheria inaacha uamuzi wa suala hili kwa hiari ya washiriki wa kampuni. Lakini anadhibiti kwa undani […] Mfumo wa kisheria wa Shirikisho la Urusi Ushauri wa bure Sheria ya Shirikisho juu ya aina yao na hali ya kutoweka. Katika kesi ya upotezaji, wizi, uharibifu wa karatasi muhimu, ni muhimu kuandika taarifa inayofaa na mawasiliano […]
- Jarida la mtandaoni la mhasibu Mtoto atanufaika kuanzia tarehe 1 Mei 2018: saizi mpya Thamani yake itakuwa sawa na kiwango cha chini cha kujikimu kwa robo ya 2 ya mwaka uliopita, i.е. RUB 11,163 Ikilinganishwa na awali […]