De levensduur van een houtlintzaag hangt rechtstreeks af van de kwaliteit van de verscherping. Het kan zelfstandig worden gedaan of met behulp van de diensten van gespecialiseerde bedrijven. In het eerste geval is het noodzakelijk om u in detail vertrouwd te maken met de technologie en een aantal functies.
Ontwerp met lintzaag
De lintzaag behoort tot de categorie snijgereedschappen en is een integraal onderdeel van gespecialiseerde houtverwerkingsapparatuur. Het is een gesloten riem met tanden aan de buitenrand.
Voor de productie worden speciale staalsoorten gebruikt: 9ХФ, Б2Ф of С75. Tijdens het productieproces worden tanden behandeld met hoogfrequente stromen. Dit verhoogt hun hardheid. Het is dit feit dat de spreiding van de snijkanten en de onderhoudbaarheid beïnvloedt. Bij de productie worden vaak verschillende soorten staal gebruikt. De hoofdband is gemaakt van veren en het snijgedeelte is gemaakt van staal met een hoog gehalte aan wolfraam of kobalt.
Kenmerken van het gebruik van lintzagen voor hout:
- hout eisen. Hoe moeilijker het is, hoe sneller het mes bot wordt;
- installatievoorwaarden. De spanningsindicator moet in acht worden genomen. Als het minder is dan nodig, zal verzakking optreden. Bij sterke spanning zal de kans op weefselbreuk toenemen;
- periodieke verscherping. Hiervoor is een speciale machine nodig.
Het voltooien van het laatste punt zal de levensduur van de stripstructuur verlengen. Zelf slijpen is echter problematisch: u moet de juiste lay-out kiezen en de hoek van de messen behouden.
Wanneer u een gebruikte zaag koopt, moet u letten op de aanwezigheid van reparatielassen op het blad. Ze duiden op frequente defecten aan het gereedschap.
Vormen van snijdelen en slijphoek
In de eerste fase wordt het type lintzaag bepaald. De belangrijkste indicator is de vorm van de tanden. Afhankelijk van deze parameter zijn ze onderverdeeld in verdeling, timmerwerk of bedoeld voor het zagen van boomstammen. De initiële geometrie en freeshoek worden door de fabrikant bepaald. Het wordt aanbevolen om deze gegevens te achterhalen in de fase van de aankoop van componenten. Ze zijn nodig om de machineparameters te bepalen.
Bij hardhout moet de hellingshoek tot een minimum worden beperkt. Dit zorgt voor een optimaal contact tussen het bewerkingsmateriaal en het metaal. Als u zachte soorten wilt verwerken, kunt u modellen met een grotere spaanhoek gebruiken om de verwerkingssnelheid te verhogen.
De bepalende parameters voor het automatisch bijwerken van de snijkant zijn:
- tandsteek. Dit is de afstand tussen de snijelementen van de constructie. Gangbare waarden zijn 19, 22 en 25 mm;
- tand hoogte. De grootte van de basis tot de bovenkant;
- hoek. De belangrijkste waarde die u moet weten om het snijvlak te vormen. Voor timmerwerkmodellen is dit 35°. Bij delingszagen bedraagt de hoek 18° tot 22°. In constructies voor de verwerking van hout – 10°-15°;
- scheiding. Bepaalt de afwijking van de tand ten opzichte van het algemene vlak van het blad.
Na werkzaamheden aan de machine blijven deze kenmerken idealiter onveranderd. Voor elk model bepaalt de fabrikant de maximale afwijkingswaarde. Als dit tijdens bedrijf wordt bereikt, is het noodzakelijk om een nieuw model aan te schaffen.
Om resonantie te elimineren, gebruiken sommige soorten snijgereedschappen een variabele tandafstand. Dit heeft geen invloed op het handmatig slijpen, maar vereist een zorgvuldige instelling van de parameters tijdens het automatisch slijpen.
Lintzaag routering

Voordat de snijkant wordt gevormd, moeten de tanden correct worden ingesteld. Gedurende de gehele gebruiksperiode kan hun locatie vanwege constante belastingen veranderen. Daarom wordt eerst de geometrie aangepast en vindt vervolgens verscherping plaats.
De instelling is een buiging van de tanden ten opzichte van het vlak van het hoofdmes. Deze procedure wordt alleen op een speciale machine uitgevoerd. Bij grote afwijkingen over de gehele lengte van de band kan voortijdige beschadiging of breuk van de baan optreden. Daarom moet u eerst beslissen over het type bedrading.
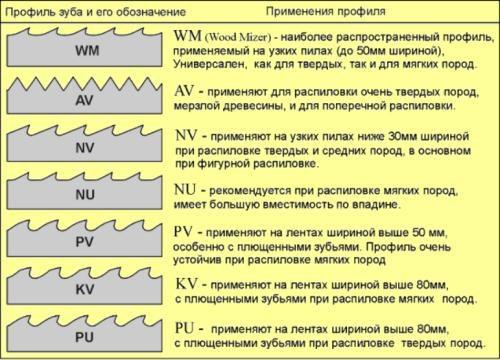
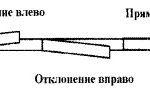
De hellingshoek moet overeenkomen met de originele. Er wordt ook rekening gehouden met het type bedrading, dat kan als volgt zijn:
- klassiek. Afwisselend buigen van de tanden ten opzichte van het blad naar de rechter- en linkerkant;
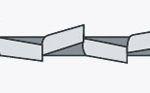
- schoonmaak De eerste en tweede tand wijken naar rechts en links af, maar de derde blijft ongewijzigd. Deze techniek wordt gebruikt voor zagen die bedoeld zijn voor het bewerken van harde rotsen;
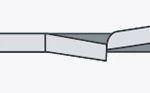
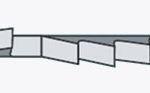
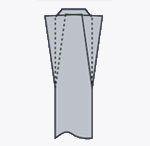
- golvend. De instelhoek voor elke tand is individueel. Als gevolg hiervan vormen ze een snijkant die op een golf lijkt. Het meest complexe type bedrading.
Tijdens het buigen is niet de hele tand onderhevig aan vervorming, maar slechts een deel ervan. Vaak bedraagt de afwijking 2/3 van de totale hoogte.
De gemiddelde scheidingswaarde is beperkt tot waarden van 0,3 tot 0,7 mm. Dit geldt voor standaard houtbandzaagmodellen.

De juiste keuze van het type slijpschijf is belangrijk. Het moet overeenkomen met de staalsoort waarvan de lintzaag is gemaakt. Korundwielen worden gebruikt voor constructies van gereedschapsstaal. Als u de zaageigenschappen van bimetaalmodellen wilt verbeteren, moet u CBN- of diamantschijven gebruiken.
Afhankelijk van de technische mogelijkheden is het mogelijk om een volledige profielbewerking of elk snijdeel afzonderlijk uit te voeren. In het eerste geval heb je een CBN-cirkel nodig, waarvan het uiteinde dezelfde vorm heeft als die van de zaag. Voor de tweede optie wordt elke tand verwerkt.
Je hebt eerst een machine nodig. Het moet de functies hebben van het regelen van de rotatiesnelheid van de schijf en het veranderen van de locatie ten opzichte van het gereedschap. Nadat u het mes in een speciaal frame hebt vastgezet, moet u de volgende stappen uitvoeren volgens de volgende instructies.
- De amaril is naar beneden gericht. Op dit moment wordt het voorvlak met de snijkant verwerkt.
- Het vormen van een snee in de depressie. Dit gebeurt zonder het canvas te verlaten. In deze fase kunt u microscheuren en onregelmatigheden verwijderen. Een belangrijk punt is de vermindering van de oppervlaktespanning, de belangrijkste oorzaak van weefselvervorming.
- De cirkel beweegt omhoog. De achterkant van de tand en de snijkant zijn geslepen.
Alle andere tanden worden op dezelfde manier bijgewerkt. Het is belangrijk dat de waarden van de in- en uitstaphoeken overal hetzelfde zijn. Anders zullen de prestaties verslechteren als de geometrie in een van de onderdelen verschilt.
Bij langdurig contact van de cirkel met het metaal kan de temperatuur op het oppervlak van dit laatste sterk stijgen. Om dit effect te elimineren worden speciale koelvloeistoffen gebruikt, die rechtstreeks uit de machine komen. De voeding wordt continu uitgevoerd om de vorming van een gloeizone te voorkomen. In dit deel zal de mechanische sterkte verslechteren.
Om het verschijnen van kerven te voorkomen, moet u, voordat u hout verwerkt, controleren op de aanwezigheid van metalen componenten erin. Ook wordt speciale aandacht besteed aan het fixeren en uniform aanvoeren van het te zagen werkstuk.