De levensduur van een lintzaag voor hout hangt rechtstreeks af van de kwaliteit van het slijpen. Het kan zowel onafhankelijk worden uitgevoerd als door gebruik te maken van de diensten van gespecialiseerde bedrijven. In het eerste geval is het noodzakelijk om u in detail vertrouwd te maken met de technologie en een aantal functies.
Lintzaag ontwerp
De lintzaag behoort tot de categorie snijgereedschappen en is een integraal onderdeel van gespecialiseerde houtbewerkingsapparatuur. Het is een gesloten tape, aan de buitenrand waarvan tanden zitten.
Voor de productie worden speciale staalsoorten gebruikt - 9HF, B2F of C75. Tijdens het fabricageproces worden de tanden behandeld met hoogfrequente stromen. Dit verhoogt hun hardheid. Het is dit feit dat de scheiding van de snijkanten en onderhoudbaarheid beïnvloedt. Vaak worden bij de fabricage meerdere staalsoorten gebruikt. De hoofdriem is gemaakt van veer en het snijgedeelte is gemaakt van staal met een hoog gehalte aan wolfraam of kobalt.
Kenmerken van het gebruik van lintzagen voor hout:
- hout vereisten. Hoe harder het is, hoe sneller het mes bot wordt;
- installatie voorwaarden. De spanningsindicator moet in acht worden genomen. Als het minder is dan nodig, treedt verzakking op. Met sterke spanning zal de kans op breuk van het web toenemen;
- periodieke verscherping. Hiervoor is een speciale machine nodig.
- tandsteek. Dit is de afstand tussen de snij-elementen van de constructie. Gangbare waarden zijn 19, 22 en 25 mm;
- tand hoogte. De waarde van de basis naar de top;
- hoek. De belangrijkste waarde die u moet weten om het snijvlak te vormen. Voor timmerwerkmodellen is dit 35 °. Bij delingszagen is de hoek van 18° tot 22°. In constructies voor het verwerken van hout - 10 ° -15 °;
- scheiding. Bepaalt de afwijking van de tand van het algemene vlak van het blad.
- klassiek. Afwisselend buigen van de tanden ten opzichte van het mes naar rechts en links;
- schoonmaak. De eerste en tweede tand wijken naar rechts en links af, terwijl de derde ongewijzigd blijft. Deze techniek wordt gebruikt voor zagen die zijn ontworpen voor het bewerken van hard gesteente;
- golvend. De hoek van de bedrading voor elke tand is individueel. Als gevolg hiervan vormen ze een snijkant die lijkt op een golf. Het moeilijkste type bedrading.
- Het amaril gaat naar beneden. Op dit moment wordt de voorkant met de snijkant verwerkt.
- Vorming van een snee in de depressie. Dit gebeurt zonder het canvas te verlaten. In deze fase kunt u microscheuren en onregelmatigheden verwijderen. Een belangrijk punt is het verminderen van de oppervlaktespanning, de belangrijkste oorzaak van webvervorming.
- De cirkel gaat omhoog. De achterkant van de tand en de snijkant zijn machinaal bewerkt.
- Rollen moeten horizontaal en verticaal worden uitgelijnd
- De rol mag de zaag vanuit de vrije toestand niet meer naar beneden duwen dan de door de fabrikant opgegeven hoeveelheid, afhankelijk van het type machine.
- De achterkant van de zaag mag niet meer zijn dan de door de fabrikant opgegeven hoeveelheid, afhankelijk van het type machine, vanaf de aanslagnok van de wals.
- Tape-apparaten die zijn ontworpen voor het zagen van hout, zijn gemaakt van gelegeerd gereedschapsstaal, dat een hardheid heeft van 40 tot 46 HRC.
- De breedte van de snede (kerf) voor tapegereedschappen is veel kleiner dan voor schijftegenhangers. Bij het kappen van goedkoop hout valt dit moment niet zo op, maar bij het kappen van waardevolle en exotische houtsoorten is het van cruciaal belang.
- De machine kan werkstukken van elk formaat snijden. Tegelijkertijd werkt het bandgereedschap snel en zorgt het voor een hoogwaardige snede.
- Er is zeer weinig afval (spaanders, zaagsel) bij het gebruik van dit type zaag.
- Bij de klassieke methode worden de tanden in strikte volgorde naar links en rechts gebogen.
- Met de reinigingsmethode blijft elk derde deel van de tanden in de oorspronkelijke positie. Het is optimaal voor apparaten die zijn ontworpen voor het zagen van bijzonder hard hout.
- Met golvende bedrading krijgt elke tand zijn eigen afzonderlijke hoeveelheid buiging. In dit geval heeft het webprofiel de vorm van een golf. Deze methode is de moeilijkste.
- De noodzaak van een operatie wordt visueel bepaald. Tegelijkertijd moet aandacht worden besteed aan de staat van de tanden en de kwaliteit van de incisiewanden (bijvoorbeeld hun verhoogde ruwheid).
- Cirkels voor de punt van het tapegereedschap worden geselecteerd op basis van de hardheid van de tanden. Om met gereedschapsstalen armaturen te werken, zijn korundschijven vereist. Bimetaalzagen worden geslepen op borazone- of diamantwielen.
- De vorm van het amaril voor bandapparaten moet worden gekozen op basis van hun parameters. Bekende cirkels zijn beker, profiel, schotelvormig, plat.
- Voordat u de handeling uitvoert, moet u de zaag losschroeven en ongeveer 10-12 uur in deze positie laten hangen.
- Het verwijderen van metaal langs het profiel van de tanden moet uniform zijn.
- Overmatige druk op de slijper moet worden gestopt. Het kan leiden tot gloeien.
- Het profiel van het blad en de hoogte van de tanden moeten ongewijzigd blijven.
- Tijdens de operatie moet vloeistofkoeling worden geboden.
- Bramen op de tanden mogen niet voorkomen.
- Het is van de hoogste kwaliteit, de bewerking wordt uitgevoerd op een automatische machine.
- Elborovy amaril, exact gekozen in vorm, passeert tegelijkertijd het gehele oppervlak van de interdentale holte met de bijbehorende vlakken van aangrenzende tanden in één beweging.
- Het ontstaan van hoeken aan de bovenkant van de tanden wordt volledig geëlimineerd.
- Het relatieve minpunt van een dergelijke verscherping is de noodzaak om het juiste aantal cirkels tot uw beschikking te hebben voor doeken met verschillende profielen.
De implementatie van het laatste punt zal de levensduur van de tapestructuur verlengen. Het is echter problematisch om zelf te slijpen - u moet de juiste bedrading kiezen, de hoek van de messen observeren.
Bij het kopen van een gebruikte zaag moet u letten op de aanwezigheid van reparatielassen op het blad. Ze duiden op frequente gereedschapsstoringen.
Vormen van het snijgedeelte en slijphoek
In de eerste fase wordt het type lintzaag bepaald. De belangrijkste indicator is de vorm van de tanden. Afhankelijk van deze parameter zijn ze onderverdeeld in verdelen, timmerwerk of bedoeld voor het zagen van boomstammen. De begingeometrie en de hoek van de bedrading worden bepaald door de fabrikant. Het wordt aanbevolen om deze gegevens te achterhalen in het stadium van aankoop van componenten. Ze zijn nodig om de parameters van de machine te bepalen.
Bij hardhout moet de hellingshoek tot een minimum worden beperkt. Dit zorgt voor een optimaal contact tussen het werkstukmateriaal en het metaal. Als u van plan bent zachte soorten te verwerken, kunt u modellen met een grote hellingshoek gebruiken om de verwerkingssnelheid te verhogen.
De bepalende parameters voor zelfvernieuwing van de snijkant zijn:
Nadat het werk aan de machine is voltooid, zouden deze kenmerken idealiter ongewijzigd moeten blijven. Voor elk model bepaalt de fabrikant de maximale afwijkingswaarde. Als dit tijdens het gebruik wordt bereikt, moet een nieuw model worden aangeschaft.
Om resonantie in sommige soorten snijgereedschappen te elimineren, wordt een variabele spoed van de tanden gemaakt. Dit heeft geen invloed op handmatig slijpen, maar vereist een zorgvuldige instelling van parameters tijdens automatisch slijpen.
Lintzaag bedrading

Voordat de snijkant wordt gevormd, moet de juiste instelling van de tanden worden gedaan. Tijdens de gehele gebruiksperiode kan hun locatie vanwege constante belastingen veranderen. Daarom wordt eerst de geometrie aangepast en daarna verscherpt.
De bedrading is het buigen van de tanden ten opzichte van het vlak van het hoofdblad. Deze procedure wordt alleen op een speciale machine uitgevoerd. Bij grote verschillen over de gehele lengte van de tape is voortijdige beschadiging of breuk van het web mogelijk. Daarom moet u eerst beslissen over het type bedrading.
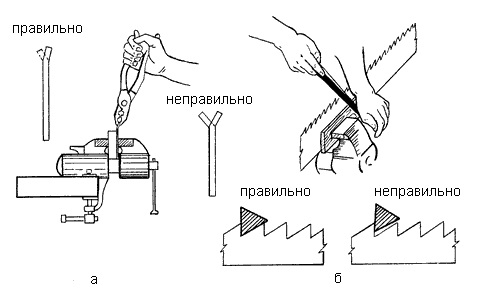
De hellingshoek moet overeenkomen met het origineel. Er wordt ook rekening gehouden met het type bedrading, dat kan als volgt zijn:
Tijdens het buigen wordt niet de hele tand vervormd, maar slechts een deel ervan. Vaak treedt de afwijking op in 2/3 van de totale hoogte.
De gemiddelde scheidingswaarde is beperkt tot waarden van 0,3 tot 0,7 mm. Dit geldt voor standaardmodellen van lintzagen voor hout.

De juiste keuze van het type slijpschijf is belangrijk. Het moet overeenkomen met de staalsoort waarvan de lintzaag is gemaakt. Korundwielen worden gebruikt voor constructies van gereedschapsstaal. Als het nodig is om de snijeigenschappen van bimetalen modellen te verbeteren, moeten CBN- of diamantschijven worden gebruikt.
Afhankelijk van de technische mogelijkheden is het mogelijk om volledige profielbewerking of elk snijdeel afzonderlijk uit te voeren. In het eerste geval heeft u een elbor-cirkel nodig, waarvan het uiteinde dezelfde vorm heeft als die van de zaag. Voor de tweede optie wordt elke tand verwerkt.
Je hebt eerst een machine nodig. Het moet de functies hebben om de rotatiesnelheid van de schijf te regelen en de locatie ten opzichte van het gereedschap te wijzigen. Nadat u het mes in een speciaal frame hebt bevestigd, moet u dergelijke acties uitvoeren volgens de volgende instructies.
Op dezelfde manier worden alle andere tanden bijgewerkt. Het is belangrijk dat de in- en uitrijhoeken overal gelijk zijn. Anders, als de geometrie in een van de onderdelen verschilt, zullen de prestaties verslechteren.
Bij langdurig contact van de cirkel met het metaal kan de temperatuur op het oppervlak van de laatste sterk stijgen. Om dit effect te elimineren, worden speciale koelmiddelen gebruikt die rechtstreeks uit de machine komen. Er wordt constant gevoerd om de vorming van een gloeizone te voorkomen. In dit deel zal de mechanische sterkte worden aangetast.
Om afbrokkelen te voorkomen, moet de aanwezigheid van metalen onderdelen in het hout worden gecontroleerd voordat het hout wordt verwerkt. Ook wordt speciale aandacht besteed aan het fixeren en gelijkmatig voeden van het te zagen werkstuk.
BEDIENINGSINSTRUCTIES VOOR LINTZAAG
WOOD-MIZER LINTZAAG GEBRUIKSAANWIJZING
De WOOD-MAIZER zaag is gemaakt van hoogwaardig koolstofstaal en zo thermisch behandeld dat de zaag maximaal stabiel blijft in de zaagsnede. Daarom raadt ons bedrijf het gebruik van de WOOD-MAIZER zaag aan. positieve kwaliteit kan niet anders dan begeleidende bijwerkingen hebben. Er zijn ook WOODMAIZER-zagen. Ze vragen een strengere houding van operators en slijpers.
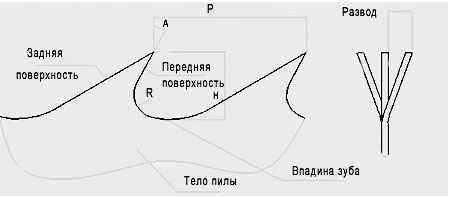
1 STAP TAND MES
De spoed van een mes is de afstand tussen de toppen van twee aangrenzende tanden. Voor WOOD-MIZER-messen is dit 22,0 mm. De steek van de tand is constant en verandert niet tijdens het slijpproces.
De tandhoogte is de afstand tussen de basis van de interdentale holte en de bovenkant van de tand. Door de aanwezigheid van een interdentale uitsparing wordt tijdens het zagen zaagsel uit het werkgebied van het blad verwijderd. De hoogte van de tand moet voldoende zijn om ervoor te zorgen dat het zaagsel dat zich tijdens het zaagproces ophoopt in de interdentale uitsparing, wordt verwijderd.
De hoogte van de tanden van de WOOD-MIZER-messen is optimaal voor elke vorm van zagen. Bij het slijpen van het mes neemt de hoogte van de tand af. Om de gewenste tandhoogte te behouden, is het noodzakelijk om de groef tussen de tanden te verdiepen tot de tandhoogte 4,8 mm is. Zie tabel 1 aan het einde van dit hoofdstuk.
Messen met 4,8 mm hoge tanden. gebruikt voor alle soorten zagen. Zaagbladen met 4,0 mm hoge tanden worden voornamelijk gebruikt voor het zagen van bevroren, hardhout. Zaagbladen met 4,3-6,4 mm hoge tanden kunnen worden gebruikt op zeer zacht hout.
3 SLIJPHOEK
Slijphoek, slijpgraad en tandinstelling zijn de belangrijkste factoren die de prestaties van het mes beïnvloeden. Al deze factoren zijn van invloed op de kwaliteit van het zagen en de productiviteit van de zagerij.
De slijphoek is de afwijkingshoek van het uiteinde van de tand ten opzichte van de verticaal. Door de aanwezigheid van een slijphoek "haakt" de tand aan het hout. De tand moet diep genoeg in het hout doordringen zodat het blad zelf het zaagsel efficiënt kan uitwerpen. Als de slijphoek te groot is voor een bepaalde zaagsnelheid, kan dit leiden tot trillingen en daardoor een verslechtering van de kwaliteit van de snede. Met een kleine slijphoek zal de tand niet voldoende diep in het hout dringen, wat kan leiden tot extra belastingen tijdens het zagen en een verslechtering van de kwaliteit van de snede.
De slijphoek hangt af van de houtsoort die wordt verwerkt en de productiviteit van de machine. In de regel geldt: hoe kleiner de slijphoek, hoe lager de productiviteit van zaagmachines, zie tabel 1 aan het einde van het hoofdstuk.
4 EIND HOEK
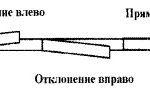
De stompe hoek is de afwijkingshoek van de kolf van de tand ten opzichte van het mes zelf.
Bij een niet-afgebogen stand van de tand is de eindhoek 90 graden. Bij het spreiden van het mes verandert de kolfhoek met enkele graden en wordt meer dan 90 graden.
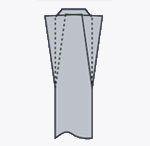
5 TANDEN GEPLAATST
Tandinstelling is een belangrijke factor die de snijprestaties van een mes beïnvloedt.
De tandset is de lineaire waarde van de afwijking van de tand over een bepaalde hoek ten opzichte van het vlak van het blad. Hoe groter het aantal tanden, hoe breder de zaagsnede en hoe groter de inspanning die nodig is bij het zagen.
Zie tabel 1. De aanbevolen tandinstelling is doorgaans 0,5 - 0,55 mm voor bladen van 1,1 mm. Bij het werken met harde drempels en bevroren hout, moet de instelling tussen 0,4 en 0,45 mm liggen voor bladen van 1,1 mm. Bij het werken met zacht hout wordt een grote instelling gebruikt (0,55 - 0,6 mm voor bladen van 1,1 mm).
Onthoud dat bij het slijpen van de tanden en het verminderen van hun hoogte, de set ook afneemt en de bladtanden moeten worden ingesteld.
De WOOD-MIZER-zaag is oorspronkelijk ontworpen om veel stijver te zijn dan bijna al zijn belangrijkste concurrenten, zodat hij zijn stabiliteit niet verliest bij een lagere spanning dan andere zagen, en hoe lager de spanning, hoe minder spanning er optreedt in het blad en , als resultaat, hoe kleiner de kans dat de zagen breken.
Om de bladspanning op de zagerij correct in te stellen, doet u het volgende:
Het is noodzakelijk om met een zo laag mogelijke spanning te zagen (150 - 170 atm.) Dit verlengt de levensduur van de zaag.
Om hout van hoge kwaliteit te krijgen zonder te veel te betalen voor zagen, moet u aan een aantal eenvoudige vereisten voldoen:
a) Het is noodzakelijk om de toestand van de riemen op de poelies te controleren, twee riemen kosten minder dan één zaag, dus u kunt het zich veroorloven ze iets vaker te vervangen en absoluut onvergelijkbaar geld besparen op zagen. Het is absoluut onaanvaardbaar dat het zaagblad door metaal gaat, als dit gebeurt, zal de zaag zelfs een uur niet staan.
b) Het is belangrijk om het zaagblad correct uit te lijnen op de poelies: de afstand van de wortel van de tand tot de rand van de poelie kan variëren afhankelijk van het type machine.
c) Lijn de geleiderollen correct uit:
d) Bij het draaien van de zaag moet de vorm van de tand precies worden herhaald met het monster.
e) De lay-out van het web moet geschikt zijn voor het werk dat wordt gedaan, aangezien het web,
zelfverzekerd een boomstam zagen met een diameter van 30 cm zal niet met hetzelfde succes snijden
een blok met een diameter van 60 cm, omdat het volume zaagsel dat uit de snede wordt verwijderd ongeveer twee keer zo groot is.
F) Kies het juiste zaagbladsmeermiddel. Het optimale smeermiddel is een mengsel van 50% dieselbrandstof en 50% kettingzaagbandolie (voor zagen bij temperaturen onder -15°C). Dit mengsel dient in een dunne laag door middel van spuiten op de zaag te worden aangebracht. Smeren zou niet veel moeten zijn, één spray is voldoende voor een tijdje. Je zult snel merken dat het tijd is om meer te smeren door hoe het geluid terugkeert, dat verloren ging na het aanbrengen van de smering. Breng smeermiddel aan zodat het aan beide zijden van de zaag komt. Door het gebruik van smeermiddel kunt u ook het aantal "bloeiende" planken verminderen door zaagsel en water dat erop valt.
G) HAAL DE SPANNING OP DE ZAAG ZODRA U STOP MET ZAGEN
Tijdens het zagen worden de zaagbladen VERWARMD en worden daardoor langer. Naarmate de messen afkoelen, hebben ze de neiging terug te krimpen tot hun oorspronkelijke grootte, en daarbij treden overmatige spanningen op in het mes. Bovendien blijft de herinnering aan de vorm van de twee poelies in de zaag, wat de levensduur van de zaag niet verlengt.
Daarnaast. de riemen op de poelies blijken verfrommeld te zijn, waardoor ze ten eerste niet rond zijn en extra trillingen aan de zaag toevoegen, en ten tweede blokkeert het de "bult" op de riem, wat ervoor zorgt dat de zaag gecentreerd is op de poelies .
HOE WEET JE OF JE ZAAG JUIST IS AFGESTELD?
Echtscheiding kan als optimaal worden beschouwd wanneer er een mengsel is van 65-70% zaagsel en 30-35% lucht tussen het zaagblad en de boom waar het doorheen snijdt. De uiterlijke manifestatie dat de zaag correct is ingesteld, is dat hij ongeveer 80-85% van het zaagsel uit de zaagsnede gooit.
In het geval dat de zaaginstelling onvoldoende is, blijft er dichtgeperst heet zaagsel op het oppervlak van de plaat achter, het is onmogelijk om iets ergers te bedenken voor een zaag. Het zaagsel moet warm zijn, niet heet of koud.
Een zaag die te ver is afgesteld, zal waarschijnlijk schokkerig zagen, en een zaag die niet te ver is afgesteld zal rimpelen.
Als je met een goede snelheid boomstammen met een diameter van 30 cm zaagt en het zaagsel voelt warm aan, probeer dan niet een stam met een diameter van 60 cm met dezelfde instelling te zagen, want dan moet je twee keer zoveel zaagsel van de snede, wat betekent dat u de instelling moet verhogen (ongeveer met 20%).
Conclusie: stammen moeten op dikte worden gesorteerd voordat ze worden gezaagd.
Nog een heel belangrijk punt: alleen het bovenste derde deel van de tand mag worden gescheiden, scheid de tand niet onder de wortel, alleen de scherpe hoek helemaal bovenaan de tand moet bij het zaagproces worden betrokken.
Vergeet niet dat hoe zachter de boom die u zaagt, hoe groter de scheiding moet zijn.
De zaag moet worden geslepen na 4-5 uur vrij doorzakken in een omgekeerde toestand met minimale metaalverwijdering (indien nodig meerdere keren), en vervolgens ontbramen en broeden.De hoofdregel: de beste scheiding wordt door u experimenteel verkregen; berekenen.
Vergeet niet dat de indicator op je slijpapparaat een dun apparaat is. Het kost niets om het te resetten. Het werkt in een extreem intense modus, oordeel zelf: je zaag heeft ongeveer 220 tanden. Je slijpt de zaag 15 keer, dat blijkt voor de levensduur van de zaag; de indicator werkt als deze minimaal 3,5-4 duizend keer is ingesteld (vaak moet u de tand in meerdere stappen instellen). Dit voorbeeld is bedoeld om u daaraan te herinneren. dat de indicator na verloop van tijd verslijt en zo controleer de installatie vaker .
Het is meermaals bewezen dat de kwaliteit van de zaagsnede voor een groot deel afhangt van de vorm van de tanden van uw zaag. De vorm van de tand werd ontwikkeld en gecontroleerd
jaar en het is niet raadzaam om deze experimenten opnieuw uit te voeren. Daarom is het raadzaam om een staal (30 centimeter) van de zaag te nemen en de vorm van de tand te controleren telkens wanneer u de zaag slijpt.
HOE MOGELIJKE ZAAGPROBLEMEN OPLOSSEN
1. Bij het betreden van de stam springt de zaag omhoog en wanneer u de plank verwijdert, is deze gebogen als een sabel. Dit is hoogstwaarschijnlijk te wijten aan het feit dat de hoek van het slijpen van de tand te groot is en dat de set niet voldoende is. Probeer de hoek van het slijpen van de tand met een paar graden te verkleinen en de scheiding met 2-3 duizendsten te vergroten; naar de zijkant.
2. Bij het betreden van de stam springt de zaag omhoog en zaagt precies tot bijna het einde van de stam, waarna hij naar beneden valt. Dit fenomeen wordt "uitknijpen" of "uitknijpen" genoemd, dat wil zeggen, zeggen ze: de zaag wordt eruit geperst. Dit wordt hoogstwaarschijnlijk veroorzaakt door een te grote slijphoek van de tand. Probeer de slijphoek een paar graden te verkleinen.
3. De zaag duikt naar beneden en zaagt direct daarna. Dit kan verschillende redenen hebben, bijvoorbeeld dat de zaag bot is geworden, maar hoogstwaarschijnlijk is de reden voor dit fenomeen de onvoldoende hoek om de zaag te slijpen, wat op zijn beurt kan worden veroorzaakt doordat de slijper niet vul de steen niet tijdig, inspecteer het mes zorgvuldig als de vorm van de tand u ideaal lijkt, dan moet u de hoek van het slijpen van de tand met een paar graden vergroten.
4. De zaag "duikt" naar beneden en wanneer je de plank verwijdert, buigt hij als een sabel. Dit wordt hoogstwaarschijnlijk veroorzaakt door een onvoldoende slijphoek en tegelijkertijd onvoldoende bedrading. Kijk goed naar het canvas, als de vorm van de tand je ideaal lijkt, dan zou je de slijphoek een paar graden moeten vergroten en deze met 2-3 duizendste per zijde moeten vergroten.
5. De snit komt in golven. Als de zaag scherp is, is dit te wijten aan een te kleine set, verhoog de set met 0,006-0,008 inch per zijde op de indicator.
6. Er zit te veel zaagsel op het bord en het voelt los aan. Dit wordt hoogstwaarschijnlijk veroorzaakt door te veel set-up en als je goed kijkt zie je over de hele linie kenmerkende krassen, de zogenaamde "tandafdrukken". Zoals je waarschijnlijk al vermoedde, zou je de spreiding van de zaag iets moeten verminderen.
7. Zaagsel "rolt" op het zaagblad. Dit komt doordat de zaag niet voldoende verdund is en er niet genoeg lucht in de zaagsnede achterblijft, het zaagblad schuurt tegen het zaagsel, het warmt op en het houtstof bakt op de zaag. Verhoog de set met 0,005" per zijde van de indicator.
8. Het vijlsel "rolt" op het bovenoppervlak van de tand, maar dit gebeurt niet op het oppervlak van de zaag. Dit komt door een slechte slijpkwaliteit (te veel voeding of te veel verspaning en daardoor slechte oppervlaktekwaliteit bij de tandholte), of een te grote slijphoek van de tand, of het feit dat het mes steeds zag nadat het al dof was geworden.
9. Het zaagsel op het bord is samengeperst en heet om aan te raken. De set is niet genoeg, u moet de set met 0,003 inch per zijde op de indicator verhogen. Verklein de slijphoek.
VERGEET NIET DAT ZAGEN MET EEN ONGESTELDE ZAAG DE SNELSTE MANIER IS OM HEM TE SCHEUREN
10. De zaag is aan de achterkant gebarsten. Dit komt doordat de achterste aanslagen van de meelooprollen te ver van de achterkant van het blad verwijderd zijn. De afstand van de achterkant van het mes tot de aanslag van de geleiderol mag niet groter zijn dan de aangegeven waarde op de achterkant, afhankelijk van het type machine.
11. Een nieuwe, nooit opnieuw geslepen zaag scheurt in de tandholte. Dit wordt meestal veroorzaakt doordat het zaagblad niet voldoende is uitgedund voor het werk dat het probeert te doen (zie punt 4 van de basisregels voor zagen), of doordat het zaagblad doorgezaagd is nadat het bot is geworden), of kan zijn gebeurd nadat de eerste snede, als de stam voldoende in het zand is "gerold".
12. Na het opnieuw slijpen is het mes bedekt met scheuren in de tandholten. Tijdens het opnieuw slijpen werd in één keer te veel metaal verwijderd, waardoor het tandoppervlak opnieuw werd geslepen. Of dit komt door een verandering in de geometrie van de tand. Vergelijk de geometrie van de tand met die welke oorspronkelijk was door een stuk mes aan de zaag te bevestigen dat nooit opnieuw is geslepen.
Slijplintzagen voor hout: profiel, tanden en slijphoek. Gereedschapsindeling en slijpmethoden
Lintzagen zijn ontworpen voor het zagen van verschillende materialen, waaronder hout met verschillende hardheidsniveaus. Hun werkende deel is een gesloten stalen band met tanden.
De prijs van het slijpen van lintzagen in speciale werkplaatsen is relatief laag. Maar vaak zijn de snelheid en kwaliteit van de orderuitvoering niet erg bemoedigend. Op basis hiervan kan het werk alleen worden gedaan.

Lintzagen moeten regelmatig worden geslepen.
Ontwerpkenmerken van lintzagen
Opmerking!
Om ervoor te zorgen dat de machine altijd stabiel en efficiënt werkt, moet het onderhoud ervan met de grootst mogelijke verantwoordelijkheid worden uitgevoerd.
Het slijpen en bedraden van lintzagen op hout moet tijdig en vakkundig worden uitgevoerd.
Profiel, tanden en slijphoek
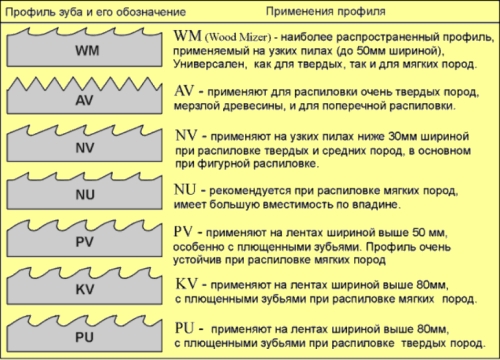
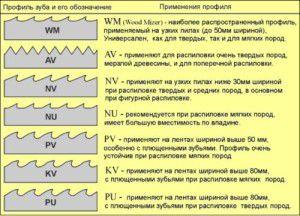
Internationale classificatie van tandprofielen.
Tape-apparaten hebben verschillende tandgeometrie, die afhangt van het type en de kenmerken van de materialen die worden gesneden. De tool voor hout kan timmerwerk en verdelen zijn. Er is een derde type, ontworpen voor het zagen van hout, boomstammen. Al deze ondersoorten hebben hun eigen parameters en tandvorm.
De slijphoek van lintzagen voor hout wordt door de fabrikant op verschillende punten geselecteerd. De belangrijkste is dat hoe harder het materiaal, hoe kleiner de hellingshoek moet zijn. Hieronder staat een tabel met de belangrijkste parameters van de zagen.
Het apparaat voorbereiden op het werk
Bij continu gebruik van het gereedschap is een afname van de kwaliteit van de snijkant onvermijdelijk. Het wordt stomp en de breedte van de foktanden neemt af. Op basis hiervan zijn het slijpen van een zaag voor hout en de bedrading noodzakelijke onderdelen van het onderhoud van een lintzaag.
Opgemerkt moet worden dat het zetten van de tanden moet worden uitgevoerd voordat ze worden geslepen, en niet andersom.
Gereedschap lay-out

Het gebruik van een snijmachine.
Bedrading is het proces waarbij de tanden naar de zijkanten worden gebogen. Deze handeling is nodig zodat het zaagblad niet in het werkstuk klemt en om wrijving tijdens het gebruik te verminderen.
Er zijn 3 hoofdtypen fokken.
Opmerking!
Buig bij het bedraden niet het hele kruidnagel, maar alleen het derde of tweederde vanaf de bovenkant.
Productiebedrijven wordt geadviseerd om de bewerking zo uit te voeren dat het buigbereik binnen 0,3-0,7 mm ligt.
Het werk wordt gedaan met behulp van een gespecialiseerde kweektool.
Zaag slijpen
Elbor cirkels met verschillende vormen.
Voordat u een zaagblad voor hout- of bandgereedschap slijpt, moet u er rekening mee houden dat meer dan 80% van de incidenten met schade aan armaturen (inclusief breuk) te wijten is aan het niet naleven van werknormen.
Handmatig gereedschap onderhoud.
Het schema voor het slijpen van een zaag aan een boom moet rekening houden met de volgende bepalingen.
Let op!
De theoretische instructie voor het slijpen van lintzagen op hout geeft aan dat dit ofwel aan de voorkant van de tanden moet gebeuren, ofwel zowel aan de achterkant als aan de voorkant.
In het echte leven voeren de meeste specialisten en amateur-vakmensen de operatie alleen aan de achterkant uit, omdat. het is handiger.
Slijpmethoden
Op de foto is automatische full-profile verscherping te zien.
U kunt het gereedschap voorbereiden op het werk met behulp van speciale slijpapparaten (bijvoorbeeld machines met cirkels van verschillend materiaal en een andere vorm) of handmatig. Voordat u een zaag op een boom correct slijpt, moet u de basismethoden voor deze handeling leren.
De eerste manier is verscherping van het volledige profiel.
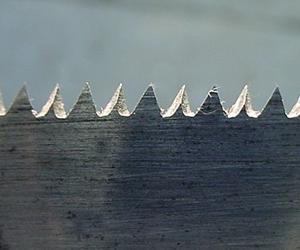
Scherpe tool.
De tweede methode is het slijpen van de randen van de tanden.
U kunt dit zowel handmatig doen als met behulp van een professionele machine.
- Na het kiezen van de machine, is het noodzakelijk om te beslissen over de gebruikte cirkel. Het is meestal plat. Gespecialiseerde slijpapparaten mogen alleen worden gebruikt als er veel van dergelijk werk moet worden gedaan.
- In huishoudelijke omstandigheden kunt u het beste met uw eigen handen slijpen - op gewoon mechanisch amaril of met behulp van een graveur. Vergeet bij het uitvoeren van de operatie persoonlijke bescherming niet en gebruik handschoenen, een masker of een speciale bril.
- Als u en uw buren geen graveermachine, werktuigmachine, amaril hebben, kunt u een lintzaag slijpen met behulp van de traditionele volksmethode - met behulp van een naaldvijl.
- Als een machine wordt gebruikt om het armatuur te slijpen, moet deze worden geïnspecteerd voordat met de bewerking wordt begonnen om te bepalen of het wiel in de juiste positie staat ten opzichte van de zaag.
- Het is noodzakelijk om zo'n laag staal van de sinussen te verwijderen, zodat alle microscopische scheurtjes gegarandeerd worden verwijderd.
- Als de zaag langer dan de door de fabrikant toegestane periode zonder onderhoud is gebruikt, moet de hoeveelheid verwijderd metaal per slijpbeurt worden verhoogd.
- Gebruik altijd een nieuw product als referentie om de resultaten van de operatie te controleren.
- De vorm van de tanden is een door specialisten ontwikkeld en gecontroleerd kenmerk. Door het te wijzigen, kunt u werkstukken niet effectief verwerken. Op basis hiervan moet worden geslepen, zodat de vorm van de tanden en het profiel van het mes origineel, fabrieksmatig blijven.
- Met inachtneming van alle bedienings- en onderhoudsregels, zal het tapegereedschap u trouw van dienst zijn totdat de breedte is afgesleten tot 65 procent van de oorspronkelijke waarde.
- Verbrande sinussen van zaagtanden. Dit gebeurt door overmatige inspanning bij het werken met een slijpschijf. Dit defect leidt ertoe dat de tanden zeer snel dof worden.
- Suboptimale tandhoek en onregelmatige, hoekige vorm van de sinussen.
- slopen van het excentriek van de slijpmachine;
- verkeerd ingestelde hellingshoek van de machinekop.
- analfabeet geselecteerd profiel van de slijpschijf.

Werken met een graveur.

Het resultaat van onjuist werk - de tanden van het gereedschap zijn verbrand.
Opmerking!
Er is een wijdverbreide mening onder amateur-ambachtslieden dat het niet nodig is om bramen te verwijderen die tijdens de verwerking optreden.
Het is fundamenteel verkeerd, dus er kunnen microscopische scheurtjes in het canvas ontstaan.
Na voltooiing van het werk moet het bandapparaat onmiddellijk worden gereinigd van houtsap, zaagsel, hars. Voordat u met het onderhoud begint, moet het gereedschap zorgvuldig worden geïnspecteerd, anders verstopt u de cirkel. Dit zal leiden tot een aanzienlijke vermindering van de slijpefficiëntie.
Veelgemaakte fouten
Dit slijpresultaat is mogelijk vanwege verschillende fouten:
Voordat u een houtzaag correct slijpt, moet u leren hoe u dit moet doen. Er zijn verschillende servicemethoden. Ze zijn afhankelijk van het type zaag, het profiel, de vorm van de tanden. De video in dit artikel blijft u informeren over het onderwerp.
- Besluit tot benoeming van de algemeen directeur van een LLC-voorbeeld De algemeen directeur vervult de rol van het enige uitvoerende orgaan in de LLC. Hij is een van de oprichters van het bedrijf of wordt van buitenaf uitgenodigd. De wet laat de beslissing over deze kwestie over aan het oordeel van de deelnemers van de vennootschap. Maar hij regelt tot in detail […] Wetgevende basis van de Russische Federatie Gratis raadpleging Federale wetgevingsdocumenten Herstel van documenten De procedure voor het terugkrijgen van documenten is afhankelijk van het type en de omstandigheden van de verdwijning. […]
- Online magazine voor een accountant Kindervoordelen vanaf 1 mei 2018: nieuwe maten De waarde ervan is gelijk aan het bestaansminimum voor het 2e kwartaal van het voorgaande jaar, i.е. RUB 11.163 Vergeleken met de vorige […]