Hayat perkhidmatan gergaji jalur untuk kayu secara langsung bergantung pada kualiti penajamannya. Ia boleh dilakukan secara bebas dan dengan menggunakan perkhidmatan syarikat khusus. Dalam kes pertama, adalah perlu untuk membiasakan diri secara terperinci dengan teknologi dan beberapa ciri.
Reka bentuk gergaji jalur
Gergaji jalur tergolong dalam kategori alat pemotong dan merupakan sebahagian daripada peralatan kerja kayu khusus. Ia adalah pita tertutup, di pinggir luarnya terdapat gigi.
Untuk pembuatan, gred keluli khas digunakan - 9HF, B2F atau C75. Semasa proses pembuatan, gigi dirawat dengan arus frekuensi tinggi. Ini meningkatkan kekerasan mereka. Fakta inilah yang menjejaskan pemisahan bahagian tepi dan kebolehselenggaraan. Selalunya, beberapa jenis keluli digunakan dalam pembuatan. Tali pinggang utama diperbuat daripada musim bunga, dan bahagian pemotongan diperbuat daripada keluli dengan kandungan tungsten atau kobalt yang tinggi.
Ciri-ciri penggunaan gergaji jalur untuk kayu:
- keperluan kayu. Semakin sukar, semakin cepat bilah akan menjadi kusam;
- keadaan pemasangan. Penunjuk ketegangan mesti diperhatikan. Jika kurang daripada yang diperlukan, kendur akan berlaku. Dengan ketegangan yang kuat, kemungkinan pecahnya web akan meningkat;
- penajaman berkala. Ini akan memerlukan mesin khas.
- padang gigi. Ini adalah jarak antara elemen pemotongan struktur. Nilai biasa ialah 19, 22 dan 25 mm;
- ketinggian gigi. Nilai dari pangkalannya ke atas;
- sudut. Nilai utama yang perlu anda ketahui untuk membentuk satah pemotongan. Untuk model pertukangan kayu, ia adalah 35 °. Dalam membahagi gergaji, sudut adalah dari 18° hingga 22°. Dalam struktur untuk memproses kayu - 10 ° -15 °;
- penceraian. Menentukan sisihan gigi daripada satah am bilah.
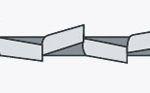
- klasik. Lenturan gigi secara bergantian berbanding bilah ke sisi kanan dan kiri;
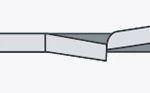
- pembersihan. Gigi pertama dan kedua menyimpang ke kanan dan kiri, manakala gigi ketiga kekal tidak berubah. Teknik ini digunakan untuk gergaji yang direka untuk memproses batuan keras;
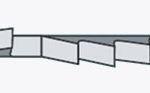
- beralun. Sudut pendawaian untuk setiap gigi adalah individu. Akibatnya, mereka membentuk kelebihan yang menyerupai gelombang. Jenis pendawaian yang paling sukar.
- Emery turun. Pada masa ini, pinggir hadapan dengan kelebihan pemotongan diproses.
- Pembentukan luka dalam kemurungan. Ini dilakukan tanpa meninggalkan kanvas. Peringkat ini membolehkan anda membuang retakan mikro dan penyelewengan. Perkara penting ialah mengurangkan ketegangan permukaan, yang merupakan punca utama ubah bentuk web.
- Bulatan bergerak ke atas. Bahagian belakang gigi dan bahagian tepinya dimesin.
- Penggelek mesti dijajarkan secara mendatar dan menegak
- Penggelek tidak boleh menolak gergaji ke bawah dari keadaan bebasnya dengan lebih daripada jumlah yang ditentukan oleh pengilang, bergantung pada jenis mesin.
- Bahagian belakang gergaji tidak boleh lebih daripada jumlah yang ditentukan oleh pengilang, bergantung pada jenis mesin, dari stop lug roller.
- Peranti pita yang direka untuk memotong kayu diperbuat daripada keluli alat aloi, yang mempunyai kekerasan 40 hingga 46 HRC.
- Lebar potongan (kerf) untuk alat pita adalah jauh lebih kecil daripada untuk rakan cakera. Apabila memotong kayu murah, masa ini tidak begitu ketara, tetapi apabila memotong jenis kayu yang berharga dan eksotik, ia sangat penting.
- Mesin boleh memotong bahan kerja dari sebarang saiz. Pada masa yang sama, alat jalur berfungsi dengan cepat dan menghasilkan potongan berkualiti tinggi.
- Terdapat sedikit sisa (serpihan, habuk papan) apabila menggunakan gergaji jenis ini.
- Dengan kaedah klasik, gigi dibengkokkan ke kiri dan ke kanan dalam susunan yang ketat.
- Dengan kaedah pembersihan, setiap pertiga gigi kekal dalam kedudukan asalnya. Ia adalah optimum untuk peranti yang direka untuk memotong terutamanya kayu keras.
- Dengan pendawaian beralun, setiap gigi diberi jumlah lenturan tersendiri. Dalam kes ini, profil web mengambil bentuk gelombang. Kaedah ini adalah yang paling sukar.
- Keperluan untuk pembedahan ditentukan secara visual. Pada masa yang sama, perhatian harus diberikan kepada keadaan gigi dan kualiti dinding hirisan (contohnya, peningkatan kekasaran mereka).
- Bulatan untuk titik alat pita dipilih berdasarkan tahap kekerasan gigi. Untuk bekerja dengan lekapan keluli alat, cakera korundum diperlukan. Gergaji dwilogam diasah pada borazon atau roda berlian.
- Bentuk ampelas untuk peranti pita mesti dipilih berdasarkan parameternya. Bulatan yang dikenali ialah cawan, profil, berbentuk pinggan, rata.
- Sebelum menjalankan operasi, perlu membuka skru gergaji dan biarkan ia digantung dalam kedudukan ini selama kira-kira 10-12 jam.
- Penyingkiran logam di sepanjang profil gigi mestilah seragam.
- Tekanan yang berlebihan pada pengasah mesti dihentikan. Ia boleh menyebabkan penyepuhlindapan.
- Profil bilah dan ketinggian gigi mesti kekal tidak berubah.
- Penyejukan cecair mesti disediakan semasa operasi.
- Burr pada gigi tidak sepatutnya berlaku.
- Ia adalah kualiti tertinggi, operasi dijalankan pada mesin automatik.
- Emery Elborovy, yang dipilih dalam bentuk tepat, melepasi seluruh permukaan rongga interdental pada masa yang sama dengan satah gigi bersebelahan yang disertakan dalam satu pergerakan.
- Penciptaan sudut pada bahagian atas gigi dihapuskan sepenuhnya.
- Tolak relatif bagi mengasah sedemikian ialah keperluan untuk mempunyai bilangan bulatan yang sesuai untuk kanvas dengan profil yang berbeza.
Pelaksanaan titik terakhir akan meningkatkan hayat perkhidmatan struktur pita. Walau bagaimanapun, adalah bermasalah untuk membuat mengasah sendiri - anda perlu memilih pendawaian yang betul, perhatikan sudut bilah.
Apabila membeli gergaji terpakai, anda perlu memberi perhatian kepada kehadiran kimpalan pembaikan pada bilah. Mereka menunjukkan kegagalan alat yang kerap.
Bentuk bahagian pemotongan dan sudut mengasah
Pada peringkat pertama, jenis gergaji jalur ditentukan. Penunjuk utama ialah bentuk gigi. Bergantung pada parameter ini, mereka dibahagikan kepada membahagikan, pertukangan kayu atau bertujuan untuk menggergaji balak. Geometri awal dan sudut pendawaian ditentukan oleh pengilang. Adalah disyorkan untuk mengetahui data ini pada peringkat pembelian komponen. Mereka diperlukan untuk menentukan parameter mesin.
Untuk kayu keras, sudut garu hendaklah diminimumkan. Ini memastikan sentuhan optimum antara bahan bahan kerja dan logam. Jika anda bercadang untuk memproses varieti lembut, anda boleh menggunakan model dengan sudut rake yang besar untuk meningkatkan kelajuan pemprosesan.
Parameter penentu untuk pembaharuan diri canggih ialah:
Selepas kerja dilakukan pada mesin, idealnya, ciri-ciri ini harus kekal tidak berubah. Bagi setiap model, pengilang menentukan nilai sisihan maksimum. Jika semasa operasi ia dicapai, adalah perlu untuk membeli model baru.
Untuk menghapuskan resonans dalam beberapa jenis alat pemotong, nada berubah-ubah gigi dibuat. Ini tidak menjejaskan penajaman manual, tetapi memerlukan penetapan parameter yang teliti semasa mengasah automatik.
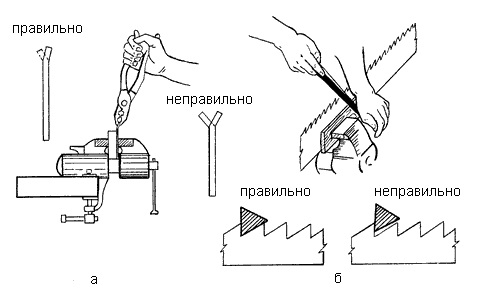
Pendawaian gergaji jalur

Sebelum membentuk canggih, tetapan gigi yang betul mesti dilakukan. Sepanjang tempoh operasi, disebabkan oleh beban yang berterusan, lokasinya mungkin berubah. Oleh itu, mula-mula geometri diselaraskan, dan kemudian mengasah.
Pendawaian ialah lenturan gigi berbanding satah bilah utama. Prosedur ini dilakukan hanya pada mesin khas. Dalam kes percanggahan yang besar di sepanjang keseluruhan pita, kerosakan pramatang atau pecahnya web mungkin berlaku. Oleh itu, sebelum itu, anda harus memutuskan jenis pendawaian.
Sudut kecondongan mestilah sepadan dengan sudut asal. Jenis pendawaian juga diambil kira, yang boleh seperti berikut:
Semasa lenturan, bukan keseluruhan gigi yang cacat, tetapi hanya sebahagian daripadanya. Selalunya sisihan berlaku dalam 2/3 daripada jumlah ketinggian.
Purata nilai perceraian dihadkan kepada nilai dari 0.3 hingga 0.7 mm. Ini terpakai kepada model standard gergaji jalur untuk kayu.

Pemilihan jenis roda pengisaran yang betul adalah penting. Ia mesti sepadan dengan gred keluli dari mana gergaji jalur dibuat. Roda korundum digunakan untuk struktur keluli alat. Jika diperlukan untuk menambah baik sifat pemotongan model dwilogam, CBN atau roda berlian harus digunakan.
Bergantung pada keupayaan teknikal, adalah mungkin untuk melakukan pemprosesan profil penuh atau setiap bahagian pemotongan secara berasingan. Dalam kes pertama, anda memerlukan bulatan siku, yang hujungnya mempunyai bentuk yang sama seperti gergaji. Untuk pilihan kedua, setiap gigi diproses.
Anda akan memerlukan mesin terlebih dahulu. Ia mesti mempunyai fungsi mengawal kelajuan putaran cakera dan menukar lokasinya berbanding alat. Selepas membetulkan bilah dalam bingkai khas, anda harus melakukan tindakan sedemikian mengikut arahan berikut.
Dengan kaedah yang sama, semua gigi lain dikemas kini. Adalah penting bahawa sudut masuk dan keluar adalah sama di mana-mana. Jika tidak, jika geometri berbeza dalam salah satu bahagian, prestasi akan merosot.
Dengan sentuhan berpanjangan bulatan dengan logam, suhu pada permukaan yang terakhir boleh meningkat dengan mendadak. Untuk menghapuskan kesan ini, penyejuk khas digunakan yang datang terus dari mesin. Pemakanan dijalankan secara berterusan untuk mengelakkan pembentukan zon cahaya. Di bahagian ini, kekuatan mekanikal akan terdegradasi.
Untuk mengelakkan kerepek, kehadiran komponen logam dalam kayu perlu diperiksa sebelum memproses kayu. Juga, perhatian khusus diberikan kepada penetapan dan pemberian seragam bahan kerja untuk menggergaji.
ARAHAN OPERASI UNTUK BAND SAW
ARAHAN OPERASI WOOD-MIZER BAND SAW
Gergaji WOOD-MAIZER diperbuat daripada keluli karbon tinggi dan dirawat haba sedemikian rupa untuk memastikan kestabilan maksimum gergaji dalam potongan, itulah sebabnya syarikat kami mengesyorkan penggunaan gergaji KAYU-MAIZER, walau bagaimanapun, sebarang kualiti positif tidak boleh tetapi mempunyai kesan sampingan yang disertakan. Terdapat juga gergaji WOODMAIZER. Mereka memerlukan sikap yang lebih ketat dari pihak pengendali dan pengasah.
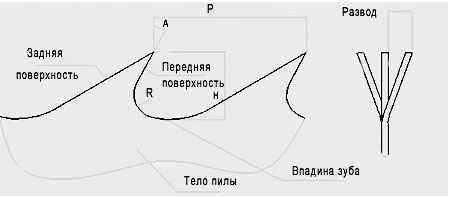
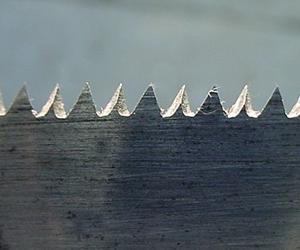
BILAH GIGI 1 LANGKAH
Pic bilah ialah jarak antara bahagian atas dua gigi bersebelahan. Untuk bilah WOOD-MIZER, ia adalah 22.0 mm. Padang gigi adalah malar dan tidak berubah semasa proses mengasah.
Ketinggian gigi ialah jarak antara pangkal rongga interdental dan bahagian atas gigi. Disebabkan kehadiran ceruk interdental, habuk papan dikeluarkan dari kawasan kerja bilah semasa menggergaji. Ketinggian gigi mestilah mencukupi untuk memastikan penyingkiran habuk papan yang terkumpul di ceruk interdental semasa proses menggergaji.
Ketinggian gigi bilah WOOD-MIZER adalah optimum untuk sebarang jenis menggergaji. Apabila mengasah bilah, ketinggian gigi berkurangan. Untuk mengekalkan ketinggian gigi yang diperlukan, adalah perlu untuk memperdalam alur antara gigi sehingga ketinggian gigi adalah 4.8 mm. Lihat Jadual 1 di hujung bahagian ini.
Bilah dengan gigi tinggi 4.8 mm. digunakan untuk semua jenis menggergaji. Bilah dengan gigi setinggi 4.0 mm digunakan terutamanya untuk menggergaji kayu keras beku. Bilah dengan gigi tinggi 4.3-6.4 mm boleh digunakan pada kayu yang sangat lembut.
3 SUDUT MENGATAS
Sudut mengasah, tahap ketajaman dan tetapan gigi adalah faktor terpenting yang mempengaruhi prestasi bilah. Kesemua faktor ini mempengaruhi kualiti menggergaji dan produktiviti kilang papan.
Sudut mengasah ialah sudut sisihan hujung gigi daripada menegak. Oleh kerana kehadiran sudut mengasah, gigi "cangkuk" pada kayu. Gigi mesti menembusi cukup dalam ke dalam kayu sehingga bilah itu sendiri boleh mengeluarkan habuk papan dengan cekap. Jika sudut mengasah terlalu besar untuk kelajuan suapan gergaji yang diberikan, maka ini boleh menyebabkan getaran dan, akibatnya, kemerosotan dalam kualiti potongan. Dengan sudut tajam yang kecil, gigi tidak akan memasuki kayu dengan kedalaman yang mencukupi, yang boleh membawa kepada beban tambahan semasa menggergaji dan kemerosotan kualiti pemotongan.
Sudut mengasah bergantung pada jenis kayu yang diproses dan produktiviti mesin. Sebagai peraturan, lebih kecil sudut mengasah, lebih rendah produktiviti mesin menggergaji.Lihat Jadual 1 di hujung bahagian.
4 SUDUT HUJUNG
Sudut punggung ialah sudut sisihan punggung gigi berbanding bilah itu sendiri.
Dengan kedudukan gigi yang tidak terpesong, sudut hujungnya ialah 90 darjah. Apabila menyebarkan bilah, sudut punggung berubah beberapa darjah dan menjadi lebih daripada 90 darjah.
5 SET GIGI
Tetapan gigi adalah faktor penting yang mempengaruhi prestasi pemotongan bilah.
Set gigi ialah nilai linear sisihan gigi dengan sudut tertentu berbanding dengan satah bilah. Lebih besar set gigi, lebih lebar potongan dan lebih besar usaha yang diperlukan untuk memohon apabila menggergaji.
Lihat Jadual 1. Tetapan gigi yang disyorkan biasanya 0.5 - 0.55 mm untuk bilah 1.1 mm. Apabila bekerja dengan ambang keras dan kayu beku, jumlah tetapan hendaklah dalam julat 0.4 - 0.45 mm untuk bilah 1.1 mm. Tetapan besar digunakan apabila bekerja dengan kayu lembut (0.55 - 0.6 mm untuk bilah 1.1 mm).
Ingat bahawa apabila mengasah gigi dan mengurangkan ketinggiannya, set juga berkurangan dan gigi bilah perlu ditetapkan.
Gergaji WOOD-MIZER pada asalnya direka untuk menjadi lebih tegar daripada hampir semua pesaing utamanya, jadi ia tidak kehilangan kestabilan pada tegangan yang lebih rendah daripada gergaji lain, dan semakin rendah ketegangan, semakin sedikit tekanan yang berlaku pada bilah dan , akibatnya, semakin kecil kemungkinan ia patah.
Untuk menetapkan ketegangan bilah dengan betul pada kilang papan, lakukan perkara berikut:
Ia adalah perlu untuk memotong pada ketegangan yang paling rendah (150 - 170 atm.) Ini akan memanjangkan hayat gergaji.
Untuk mendapatkan kayu berkualiti tinggi tanpa membayar lebih untuk gergaji, anda perlu mengikuti beberapa keperluan mudah:
a) Adalah perlu untuk memantau keadaan tali pinggang pada takal, dua tali pinggang berharga kurang daripada satu gergaji, jadi anda mampu menukarnya lebih kerap, dan menjimatkan wang yang tidak dapat ditandingi pada gergaji. Ia sama sekali tidak boleh diterima untuk mata gergaji untuk melepasi logam, jika ini berlaku, maka gergaji tidak akan berdiri walaupun selama satu jam.
b) Adalah penting untuk menjajarkan mata gergaji dengan betul pada takal: jarak dari akar gigi ke tepi takal mungkin berbeza-beza bergantung pada jenis mesin.
c) Jajarkan penggelek pemandu dengan betul:
d) Apabila memusing gergaji, bentuk gigi mesti diulang tepat dengan sampel.
e) Susun atur web mestilah sesuai untuk kerja yang dilakukan, seperti web,
dengan yakin menggergaji kayu balak dengan diameter 30 cm tidak akan dipotong dengan kejayaan yang sama
log dengan diameter 60 cm, kerana isipadu habuk papan yang dikeluarkan dari potongan adalah lebih kurang dua kali lebih besar.
f) Pilih pelincir mata gergaji yang betul. Pelincir yang optimum ialah campuran 50% bahan api diesel dan 50% minyak tayar gergaji (untuk menggergaji pada suhu di bawah -15°C). Campuran ini hendaklah digunakan pada gergaji dalam lapisan nipis dengan menyembur. Pelinciran tidak boleh banyak, satu semburan cukup untuk seketika. Anda akan perasan dengan mudah bahawa sudah tiba masanya untuk melincirkan lagi dengan cara bunyi kembali, yang hilang selepas menggunakan pelinciran. Sapukan pelincir supaya ia sampai pada kedua-dua belah gergaji. Penggunaan pelincir juga akan membolehkan anda mengurangkan bilangan papan "mekar" daripada habuk papan dan air yang jatuh ke atasnya.
g) LEPASKAN GERGAJI SEPERTI ANDA TELAH BERHENTI MENGERGAJI
Dalam proses menggergaji, bilah gergaji menjadi PANAS dan, akibatnya, panjangnya bertambah. Apabila bilah menjadi sejuk, ia cenderung mengecut kembali kepada saiz asalnya, dan dalam proses itu, tekanan berlebihan berlaku pada bilah. Di samping itu, ingatan tentang bentuk dua takal kekal dalam gergaji, yang tidak memanjangkan hayat gergaji.
Selain itu. tali pinggang pada takal ternyata renyuk, yang menjadikannya, pertama, tidak bulat dan menambah getaran tambahan pada gergaji, dan kedua, ia menyekat "punuk" pada tali pinggang, yang memastikan bahawa gergaji berpusat pada takal .
BAGAIMANA NAK TAHU JIKA GERGAJI ANDA DISET DENGAN BETUL?
Perceraian boleh dianggap optimum apabila terdapat campuran 65-70% habuk papan dan 30-35% udara antara mata gergaji dan pokok yang ditebangnya. Manifestasi luar bahawa gergaji ditetapkan dengan betul ialah ia membuang kira-kira 80-85% habuk papan keluar dari potongan.
Dalam kes apabila tetapan gergaji tidak mencukupi, habuk papan panas yang ditekan padat kekal di permukaan papan, adalah mustahil untuk memikirkan apa-apa yang lebih buruk untuk gergaji. Habuk papan hendaklah hangat, tidak panas atau sejuk.
Gergaji yang dipasang terlalu jauh berkemungkinan besar akan terpotong dendeng, dan gergaji yang tidak dipasang terlalu jauh akan beralun.
Jika anda menggergaji kayu balak dengan diameter 30 cm pada kelajuan yang baik dan habuk papan hangat apabila disentuh, maka anda tidak boleh cuba melihat kayu balak dengan diameter 60 cm dengan tetapan yang sama, kerana ia perlu mengeluarkannya. dua kali lebih banyak habuk papan dari potongan, yang bermaksud anda harus meningkatkan tetapan (kira-kira sebanyak 20%).
Kesimpulan: kayu balak hendaklah diisih mengikut ketebalan sebelum digergaji.
Satu lagi perkara yang sangat penting: hanya sepertiga atas gigi harus dipisahkan, jangan belah gigi di bawah akar, hanya sudut tajam di bahagian paling atas gigi harus terlibat dalam proses menggergaji.
Jangan lupa bahawa semakin lembut pokok yang anda gergaji, semakin besar perceraian yang sepatutnya.
Gergaji harus diasah selepas kendur bebas selama 4-5 jam dalam keadaan terbalik dengan penyingkiran logam minimum (jika perlu, beberapa kali), dan kemudian deburr dan membiak.Peraturan utama: perceraian terbaik diperolehi oleh anda secara eksperimen; hitung.
Jangan lupa bahawa penunjuk pada peranti mengasah anda adalah peranti nipis. Ia tidak memerlukan sebarang bayaran untuk menetapkan semula. Ia berfungsi dalam mod yang sangat sengit, nilaikan sendiri: gergaji anda mempunyai kira-kira 220 gigi. Anda mengasah gergaji sebanyak 15 kali, ternyata seumur hidup gergaji; penunjuk berfungsi apabila ia ditetapkan sekurang-kurangnya 3.5-4 ribu kali (selalunya anda perlu menetapkan gigi dalam beberapa langkah). Contoh ini disediakan untuk mengingatkan anda tentang itu. bahawa penunjuk itu haus dari semasa ke semasa dan itu semak pemasangannya dengan lebih kerap .
Telah berulang kali terbukti bahawa kualiti potongan bergantung pada bentuk gigi gergaji anda. Bentuk gigi telah dibangunkan dan disahkan
tahun dan tidak digalakkan untuk menjalankan eksperimen ini lagi. Oleh itu, adalah dinasihatkan untuk mempunyai sampel (30 sentimeter) gergaji dan mengawal bentuk gigi setiap kali anda mengasah gergaji.
BAGAIMANA MENYELESAIKAN MASALAH MENGERGAJI YANG MUNGKIN
1. Bila masuk balak, gergaji melonjak ke atas dan bila tanggalkan papan itu melengkung seperti pedang. Ini kemungkinan besar disebabkan oleh fakta bahawa sudut mengasah gigi terlalu besar, dan set tidak mencukupi. Cuba kurangkan sudut mengasah gigi beberapa darjah dan tingkatkan perceraian sebanyak 2-3 perseribu; ke sisi.
2. Apabila memasuki kayu balak, gergaji melompat ke atas dan memotong betul-betul hampir ke hujung kayu, selepas itu ia jatuh ke bawah. Fenomena ini dipanggil "memerah" atau "memerah", iaitu, mereka berkata: gergaji diperah. Ini berkemungkinan besar disebabkan oleh sudut mengasah gigi yang terlalu besar. Cuba kurangkan sudut penajaman beberapa darjah.
3. Gergaji menyelam ke bawah dan memotong terus selepas itu. Ini mungkin disebabkan oleh beberapa sebab, sebagai contoh, gergaji telah menjadi tumpul, bagaimanapun, kemungkinan besar, sebab fenomena ini adalah sudut mengasah gergaji yang tidak mencukupi, yang mungkin disebabkan oleh fakta bahawa pengasah itu tidak tidak mengisi batu tepat pada masanya, periksa bilah dengan teliti jika bentuk gigi kelihatan sesuai kepada anda, maka anda harus meningkatkan sudut mengasah gigi beberapa darjah.
4. Gergaji "menyelam" ke bawah dan apabila anda mengeluarkan papan, ia melengkung seperti pedang. Ini berkemungkinan besar disebabkan oleh sudut tajam yang tidak mencukupi dan pendawaian yang tidak mencukupi pada masa yang sama. Lihat kanvas dengan teliti, jika bentuk gigi kelihatan sesuai untuk anda, maka anda harus meningkatkan sudut penajaman beberapa darjah dan meningkatkannya sebanyak 2-3 perseribu setiap sisi.
5. Potongan datang dalam gelombang. Jika gergaji tajam, ia disebabkan set terlalu sedikit, tingkatkan set sebanyak 0.006-0.008 inci setiap sisi pada penunjuk.
6. Terdapat terlalu banyak habuk papan yang tinggal di papan dan ia berasa longgar apabila disentuh. Ini berkemungkinan besar disebabkan oleh terlalu banyak persediaan dan jika anda melihat dengan teliti anda akan melihat ciri calar di seluruh papan, yang dipanggil "tanda gigi". Seperti yang anda mungkin sudah meneka, anda harus mengurangkan sedikit penyebaran gergaji.
7. Habuk papan "bergulung" pada mata gergaji. Ini disebabkan oleh fakta bahawa gergaji tidak cukup cair dan tidak ada cukup udara yang tinggal dalam potongan, mata gergaji bergesel dengan habuk papan, ia menjadi panas dan habuk kayu dibakar ke atas gergaji. Naikkan set 0.005" setiap sisi penunjuk.
8. Pemfailan "bergulung" pada permukaan atas gigi, tetapi ini tidak berlaku pada permukaan gergaji. Ini disebabkan oleh kualiti penajaman yang lemah (terlalu banyak suapan atau terlalu banyak penyingkiran logam dan, akibatnya, kualiti permukaan yang buruk pada rongga gigi), atau sudut tajam gigi yang terlalu tinggi, atau fakta bahawa bilah itu diteruskan melihat selepas ia sudah menjadi kusam.
9. Habuk papan di atas papan dimampatkan dan panas apabila disentuh. Set tidak mencukupi, anda harus meningkatkan set sebanyak 0.003 inci setiap sisi pada penunjuk. Kurangkan sudut mengasah.
JANGAN LUPA MENGERGAS DENGAN UNSET SAW ADALAH CARA TERPANTAS UNTUK KOYAK
10. Gergaji retak di bahagian belakang. Ini kerana hentian belakang pemalas terlalu jauh dari belakang bilah. Jarak dari bahagian belakang bilah ke hentian penggelek pemandu tidak boleh melebihi nilai yang ditunjukkan pada bahagian belakang, bergantung pada jenis mesin.
11. Gergaji yang baru, tidak pernah diasah semula retak di rongga gigi. Ini paling kerap disebabkan oleh mata pisau tidak cukup menipis untuk kerja yang cuba dilakukannya (lihat titik 4 peraturan asas menggergaji), atau dengan terus melihat bilah selepas ia menjadi kusam), atau mungkin berlaku selepas potongan pertama, jika balak itu cukup "digulung" di dalam pasir.
12. Selepas diasah semula, mata pisau ditutup dengan rekahan pada rongga gigi. Semasa mengasah semula, terlalu banyak logam dikeluarkan pada satu-satu masa, mengakibatkan permukaan gigi berkilat semula. Atau ini disebabkan oleh perubahan dalam geometri gigi. Bandingkan geometri gigi dengan yang asalnya dengan melekatkan sebilah bilah pada gergaji yang tidak pernah diasah semula.
Mengasah gergaji jalur untuk kayu: profil, gigi dan sudut mengasah. Tata letak alatan dan kaedah mengasah
Gergaji jalur direka untuk memotong pelbagai bahan, termasuk kayu dengan pelbagai tahap kekerasan. Bahagian kerja mereka adalah pita keluli tertutup dengan gigi.
Harga gergaji tali pengasah di bengkel khas agak rendah. Tetapi selalunya kelajuan dan kualiti pelaksanaan pesanan tidak begitu menggalakkan. Berdasarkan ini, kerja boleh dilakukan sendiri.

Gergaji jalur memerlukan penajaman berkala.
Ciri reka bentuk gergaji jalur
Catatan!
Agar mesin sentiasa berfungsi dengan stabil dan cekap, penyelenggaraannya harus didekati dengan penuh tanggungjawab.
Mengasah dan gergaji jalur pendawaian pada kayu harus dilakukan dengan cara yang tepat pada masanya dan cekap.
Profil, gigi dan sudut mengasah
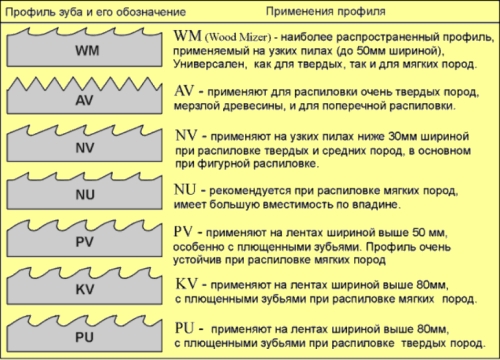
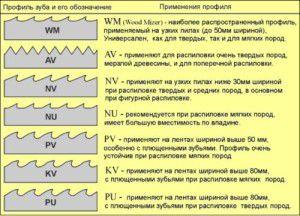
Klasifikasi antarabangsa profil gigi.
Peranti pita mempunyai geometri gigi yang berbeza, yang bergantung pada jenis dan ciri bahan yang dipotong. Alat untuk kayu boleh menjadi pertukangan dan membahagi. Terdapat jenis ketiga, direka untuk menggergaji kayu, balak. Semua subspesies ini mempunyai parameter dan bentuk gigi mereka sendiri.
Sudut mengasah gergaji jalur untuk kayu dipilih oleh pengilang berdasarkan beberapa mata. Yang utama ialah semakin keras bahan, semakin kecil sudut rake. Di bawah adalah jadual dengan parameter utama gergaji.
Menyediakan peranti untuk bekerja
Semasa penggunaan alat yang berterusan, penurunan dalam kualiti canggih tidak dapat dielakkan. Ia tumpul, dan lebar gigi pembiakan berkurangan. Berdasarkan ini, mengasah gergaji untuk kayu dan pendawaiannya adalah komponen penting dalam penyelenggaraan gergaji jalur.
Perlu diingatkan bahawa penetapan gigi harus dilakukan sebelum diasah, dan bukan sebaliknya.
Susun atur alatan

Penggunaan mesin pemotong.
Pendawaian ialah proses membengkokkan gigi ke tepi. Operasi ini adalah perlu supaya mata gergaji tidak mengapit pada bahan kerja, serta mengurangkan geseran semasa operasi.
Terdapat 3 jenis pembiakan utama.
Catatan!
Apabila pendawaian, anda tidak boleh membengkokkan keseluruhan cengkih, tetapi hanya sepertiga atau dua pertiga dari bahagian atas.
Syarikat perkilangan dinasihatkan untuk menjalankan operasi supaya julat lenturan berada dalam lingkungan 0.3-0.7 mm.
Kerja dilakukan dengan bantuan alat pembiakan khusus.
Mengasah gergaji
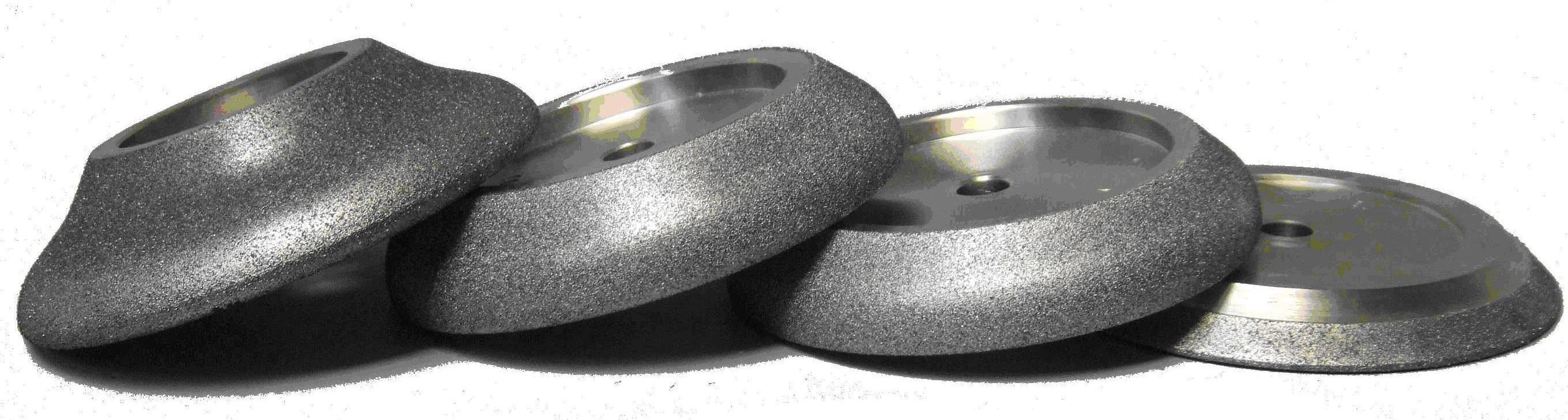
Bulatan siku dengan bentuk yang berbeza.
Sebelum anda mengasah mata gergaji untuk alatan kayu atau jalur, perlu diingat bahawa lebih daripada 80% kejadian dengan kerosakan pada lekapan (termasuk pecah) adalah disebabkan oleh ketidakpatuhan piawaian kerja.
Penyelenggaraan alat manual.
Skim untuk mengasah gergaji pada pokok harus mengambil kira peruntukan berikut.
Beri perhatian!
Arahan teori untuk mengasah gergaji jalur pada kayu memaklumkan bahawa ia harus dilakukan sama ada di bahagian hadapan gigi, atau kedua-duanya di belakang dan di hadapan.
Dalam kehidupan sebenar, kebanyakan pakar dan tukang amatur melakukan operasi hanya di bahagian belakang, kerana. ia lebih selesa.
Kaedah mengasah
Foto menunjukkan penajaman profil penuh automatik.
Anda boleh menyediakan alat untuk bekerja menggunakan peranti mengasah khas (contohnya, mesin dengan bulatan bahan dan bentuk yang berbeza) atau secara manual. Sebelum anda mengasah gergaji dengan betul pada pokok, anda harus mempelajari kaedah asas untuk operasi ini.
Cara pertama ialah mengasah profil penuh.
Alat bertepi.
Kaedah kedua ialah mengasah tepi gigi.
Anda boleh melakukan ini secara manual dan menggunakan mesin profesional.
- Setelah memilih mesin, adalah perlu untuk memutuskan bulatan yang digunakan. Ia biasanya rata. Peranti mengasah khusus harus digunakan hanya apabila terdapat banyak kerja sedemikian yang perlu dilakukan.
- Dalam keadaan domestik, mengasah lebih baik dilakukan dengan tangan anda sendiri - pada ampelas mekanikal biasa atau dengan bantuan pengukir. Semasa menjalankan operasi, jangan lupa tentang perlindungan diri dan gunakan sarung tangan, topeng atau cermin mata khas.
- Apabila anda dan jiran anda tidak mempunyai pengukir, alat mesin, ampelas, anda boleh mengasah gergaji jalur menggunakan kaedah rakyat tradisional - menggunakan fail jarum.
- Jika mesin digunakan untuk mengasah lekapan, ia perlu diperiksa sebelum memulakan operasi untuk menentukan sama ada roda berada dalam kedudukan yang betul berhubung dengan gergaji.
- Ia adalah perlu untuk mengeluarkan lapisan keluli sedemikian dari sinus supaya semua retak mikroskopik dijamin akan dikeluarkan.
- Jika gergaji telah digunakan tanpa penyelenggaraan lebih lama daripada tempoh yang dibenarkan oleh pengilang, jumlah logam yang dikeluarkan setiap pengasah mesti ditingkatkan.
- Untuk mengawal hasil operasi, sentiasa gunakan produk baharu sebagai rujukan.
- Bentuk gigi adalah ciri yang dibangunkan dan disahkan oleh pakar. Dengan menukarnya, anda tidak akan dapat memproses bahan kerja dengan berkesan. Berdasarkan ini, penajaman mesti dilakukan supaya bentuk gigi dan profil bilah kekal asli, kilang.
- Tertakluk kepada semua peraturan operasi dan penyelenggaraan, alat pita akan melayani anda dengan setia sehingga lebarnya lusuh kepada 65 peratus daripada nilai asalnya.
- Sinus gigi gergaji terbakar. Ini berlaku kerana penggunaan usaha yang berlebihan apabila bekerja dengan cakera pengisar. Kecacatan ini membawa kepada fakta bahawa gigi menjadi kusam dengan cepat.
- Sudut gigi suboptimum dan tidak teratur, bentuk sudut sinus.
- perobohan eksentrik mesin pengisar;
- salah menetapkan sudut kecondongan kepala mesin.
- profil cakera pengisar yang dipilih secara buta huruf.

Bekerja dengan pengukir.

Hasil kerja yang tidak betul - gigi alat terbakar.
Catatan!
Terdapat pendapat yang meluas di kalangan pengrajin amatur bahawa tidak ada keperluan khusus untuk mengeluarkan burr yang berlaku semasa pemprosesan.
Ia pada asasnya salah, jadi keretakan mikroskopik boleh berlaku pada kanvas.
Selepas selesai kerja, peranti pita mesti segera dibersihkan daripada getah kayu, habuk papan, damar. Sebelum memulakan penyelenggaraan, alat itu harus diperiksa dengan teliti, jika tidak, anda akan menyumbat bulatan. Ini akan membawa kepada penurunan ketara dalam kecekapan mengasah.
Kesalahan biasa
Hasil penajaman ini mungkin disebabkan oleh beberapa ralat:
Sebelum anda mengasah gergaji kayu dengan betul, anda harus belajar cara melakukannya. Terdapat beberapa kaedah perkhidmatan. Mereka bergantung pada jenis gergaji, profilnya, bentuk gigi. Video dalam artikel ini terus memaklumkan anda tentang topiknya.
- Perintah pelantikan pengarah besar sampel LLC Pengarah besar melaksanakan peranan badan eksekutif tunggal dalam LLC. Beliau merupakan salah seorang pengasas syarikat atau dijemput dari luar. Undang-undang menyerahkan keputusan isu ini kepada budi bicara peserta syarikat. Tetapi dia mengawal secara terperinci […] Rangka kerja perundangan Persekutuan Rusia Perundingan percuma Perundangan persekutuan mengenai jenis dan keadaan kehilangan mereka. Sekiranya berlaku kehilangan, kecurian, kerosakan kertas penting, adalah perlu untuk menulis kenyataan yang sesuai dan menghubungi […]
- Majalah dalam talian untuk akauntan Manfaat kanak-kanak mulai 1 Mei 2018: saiz baharu Nilainya akan sama dengan minimum sara hidup untuk suku ke-2 tahun sebelumnya, i.е. RUB 11,163 Berbanding sebelum ini […]