लाकडासाठी बँड सॉचे सेवा आयुष्य थेट त्याच्या तीक्ष्ण करण्याच्या गुणवत्तेवर अवलंबून असते. हे स्वतंत्रपणे आणि विशेष कंपन्यांच्या सेवांचा अवलंब करून दोन्ही केले जाऊ शकते. पहिल्या प्रकरणात, तंत्रज्ञान आणि अनेक वैशिष्ट्यांसह स्वतःला तपशीलवार परिचित करणे आवश्यक आहे.
बँड सॉ डिझाइन
बँड सॉ कटिंग टूल्सच्या श्रेणीशी संबंधित आहे आणि विशेष लाकूडकाम उपकरणांचा अविभाज्य भाग आहे. ही एक बंद टेप आहे, ज्याच्या बाहेरील काठावर दात आहेत.
उत्पादनासाठी, स्टीलचे विशेष ग्रेड वापरले जातात - 9HF, B2F किंवा C75. उत्पादन प्रक्रियेदरम्यान, दात उच्च-फ्रिक्वेंसी प्रवाहाने हाताळले जातात. त्यामुळे त्यांचा कडकपणा वाढतो. ही वस्तुस्थिती आहे जी कटिंग कडा वेगळे करणे आणि देखभालक्षमतेवर परिणाम करते. बहुतेकदा, उत्पादनात अनेक प्रकारचे स्टील वापरले जाते. मुख्य पट्टा स्प्रिंगचा बनलेला आहे आणि कटिंगचा भाग टंगस्टन किंवा कोबाल्टच्या उच्च सामग्रीसह स्टीलचा बनलेला आहे.
लाकडासाठी बँड आरी वापरण्याची वैशिष्ट्ये:
- लाकूड आवश्यकता. ते जितके कठीण असेल तितक्या वेगाने ब्लेड कंटाळवाणा होईल;
- स्थापना अटी. तणाव निर्देशक निरीक्षण करणे आवश्यक आहे. जर ते आवश्यकतेपेक्षा कमी असेल तर सॅगिंग होईल. मजबूत तणावासह, वेब तुटण्याची शक्यता वाढेल;
- नियतकालिक तीक्ष्ण करणे. यासाठी विशेष मशीनची आवश्यकता असेल.
- दात पिच. हे संरचनेच्या कटिंग घटकांमधील अंतर आहे. सामान्य मूल्ये 19, 22 आणि 25 मिमी आहेत;
- दात उंची. त्याच्या पायापासून वरपर्यंतचे मूल्य;
- कोपरा. कटिंग प्लेन तयार करण्यासाठी आपल्याला माहित असणे आवश्यक असलेले मुख्य मूल्य. सुतारकाम मॉडेलसाठी, ते 35 ° आहे. करवतीचे विभाजन करताना, कोन 18° ते 22° पर्यंत असतो. लाकूड प्रक्रिया करण्यासाठी संरचनांमध्ये - 10 ° -15 °;
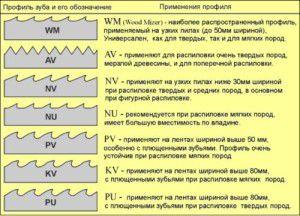
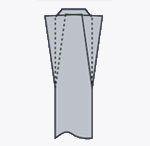
- घटस्फोट ब्लेडच्या सामान्य विमानातून दातांचे विचलन निश्चित करते.
- शास्त्रीय. उजव्या आणि डाव्या बाजूला ब्लेडच्या सापेक्ष दातांचे वैकल्पिक वाकणे;
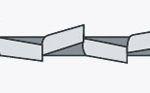
- स्वच्छता. पहिला आणि दुसरा दात उजवीकडे आणि डावीकडे विचलित होतो, तर तिसरा अपरिवर्तित राहतो. हे तंत्र कठीण खडकांवर प्रक्रिया करण्यासाठी डिझाइन केलेल्या आरीसाठी वापरले जाते;
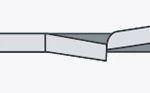
- लहरी प्रत्येक दातासाठी वायरिंगचा कोन वैयक्तिक असतो. परिणामी, ते लहरीसारखे एक अत्याधुनिक किनार तयार करतात. वायरिंगचा सर्वात कठीण प्रकार.
- एमरी खाली जाते. यावेळी, कटिंग धार असलेल्या समोरच्या काठावर प्रक्रिया केली जाते.
- उदासीनता मध्ये एक कट निर्मिती. हे कॅनव्हास न सोडता केले जाते. हा टप्पा आपल्याला मायक्रोक्रॅक्स आणि अनियमितता काढून टाकण्याची परवानगी देतो. एक महत्त्वाचा मुद्दा म्हणजे पृष्ठभागावरील ताण कमी करणे, जे वेब विकृतीचे मुख्य कारण आहे.
- वर्तुळ वर सरकते. दाताचा मागचा भाग आणि त्याची कटिंग धार मशीन केलेली आहे.
- रोलर्स क्षैतिज आणि अनुलंब संरेखित करणे आवश्यक आहे
- रोलरने मशीनच्या प्रकारावर अवलंबून, निर्मात्याने निर्दिष्ट केलेल्या रकमेपेक्षा अधिक मोकळ्या स्थितीतून सॉ खाली ढकलू नये.
- रोलरच्या स्टॉप लगपासून, मशीनच्या प्रकारानुसार, सॉची मागील बाजू उत्पादकाने निर्दिष्ट केलेल्या रकमेपेक्षा जास्त नसावी.
- लाकूड कापण्यासाठी डिझाइन केलेली टेप उपकरणे मिश्र धातुयुक्त टूल स्टीलपासून बनविली जातात, ज्याची कठोरता 40 ते 46 HRC असते.
- टेप टूल्ससाठी कट (केर्फ) ची रुंदी डिस्क समकक्षांपेक्षा खूपच लहान आहे. स्वस्त लाकूड कापताना, हा क्षण इतका लक्षणीय नाही, परंतु मौल्यवान आणि विदेशी प्रकारचे लाकूड कापताना ते गंभीरपणे महत्वाचे आहे.
- मशीन कोणत्याही आकाराचे वर्कपीस कापू शकते. त्याच वेळी, बँड टूल त्वरीत कार्य करते आणि उच्च दर्जाचे कट तयार करते.
- या प्रकारच्या करवतीचा वापर करताना फारच कमी कचरा (चिप्स, भूसा) असतो.
- शास्त्रीय पद्धतीने, दात कठोर क्रमाने डावीकडे आणि उजवीकडे वाकले जातात.
- साफसफाईच्या पद्धतीसह, प्रत्येक तृतीयांश दात त्याच्या मूळ स्थितीत राहतात. विशेषतः कठोर लाकूड कापण्यासाठी डिझाइन केलेल्या उपकरणांसाठी हे इष्टतम आहे.
- नागमोडी वायरिंगसह, प्रत्येक दात वाकण्याची स्वतःची वेगळी रक्कम दिली जाते. या प्रकरणात, वेब प्रोफाइल लहरीचे रूप घेते. ही पद्धत सर्वात कठीण आहे.
- शस्त्रक्रियेची आवश्यकता दृष्यदृष्ट्या निर्धारित केली जाते. त्याच वेळी, दातांच्या स्थितीकडे आणि चीराच्या भिंतींच्या गुणवत्तेकडे लक्ष दिले पाहिजे (उदाहरणार्थ, त्यांची वाढलेली खडबडी).
- टेप टूलच्या बिंदूसाठी मंडळे दातांच्या कडकपणाच्या डिग्रीवर आधारित निवडली जातात. टूल स्टील फिक्स्चरसह काम करण्यासाठी, कॉरंडम डिस्क आवश्यक आहेत. बाईमेटल आरी बोराझोन किंवा डायमंड चाकांवर तीक्ष्ण केली जाते.
- टेप उपकरणांसाठी एमरीचा आकार त्यांच्या पॅरामीटर्सवर आधारित निवडला जाणे आवश्यक आहे. ज्ञात मंडळे कप, प्रोफाइल, डिश-आकार, सपाट आहेत.
- ऑपरेशन पार पाडण्यापूर्वी, सॉ अनसक्रुव्ह करणे आवश्यक आहे आणि या स्थितीत सुमारे 10-12 तास लटकणे आवश्यक आहे.
- दातांच्या प्रोफाइलसह धातू काढणे एकसमान असणे आवश्यक आहे.
- शार्पनरवर जास्त दाब देणे बंद करणे आवश्यक आहे. हे annealing होऊ शकते.
- ब्लेडचे प्रोफाइल आणि दातांची उंची अपरिवर्तित असणे आवश्यक आहे.
- ऑपरेशन दरम्यान द्रव कूलिंग प्रदान करणे आवश्यक आहे.
- दात वर burrs येऊ नये.
- हे उच्च दर्जाचे आहे, ऑपरेशन स्वयंचलित मशीनवर चालते.
- एल्बोरोव्ही एमरी, अचूक आकारात निवडली जाते, एकाच वेळी आंतरदंत पोकळीच्या संपूर्ण पृष्ठभागावर एका हालचालीत समीप दातांच्या विमानांसह जाते.
- दातांच्या शीर्षस्थानी कोन तयार करणे पूर्णपणे काढून टाकले जाते.
- अशा शार्पनिंगचा सापेक्ष वजा म्हणजे तुमच्याकडे वेगवेगळ्या प्रोफाइल असलेल्या कॅनव्हासेससाठी मंडळांची योग्य संख्या असणे आवश्यक आहे.
शेवटच्या बिंदूच्या अंमलबजावणीमुळे टेपच्या संरचनेचे सेवा जीवन वाढेल. तथापि, स्वतःच तीक्ष्ण करणे समस्याप्रधान आहे - आपल्याला योग्य वायरिंग निवडणे आवश्यक आहे, ब्लेडच्या कोनाचे निरीक्षण करणे आवश्यक आहे.
वापरलेली आरी खरेदी करताना, आपल्याला ब्लेडवरील दुरुस्ती वेल्ड्सच्या उपस्थितीकडे लक्ष देणे आवश्यक आहे. ते वारंवार साधन अपयश दर्शवतात.
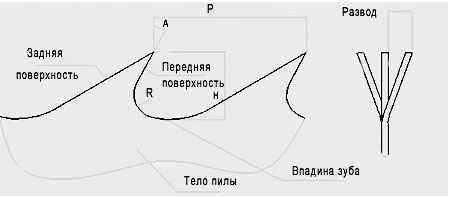
कटिंग भाग आणि तीक्ष्ण कोन फॉर्म
पहिल्या टप्प्यावर, बँड सॉचा प्रकार निर्धारित केला जातो. मुख्य सूचक दातांचा आकार आहे. या पॅरामीटरवर अवलंबून, ते विभागणी, सुतारकाम किंवा सॉइंग लॉगसाठी हेतूने विभागले गेले आहेत. प्रारंभिक भूमिती आणि वायरिंगचा कोन निर्मात्याद्वारे निर्धारित केला जातो. घटक खरेदी करण्याच्या टप्प्यावर हा डेटा शोधण्याची शिफारस केली जाते. मशीनचे पॅरामीटर्स निर्धारित करण्यासाठी ते आवश्यक आहेत.
हार्डवुडसाठी, रेकचा कोन कमीतकमी ठेवला पाहिजे. हे वर्कपीस सामग्री आणि धातू दरम्यान इष्टतम संपर्क सुनिश्चित करते. जर तुम्ही मऊ वाणांवर प्रक्रिया करण्याची योजना आखत असाल, तर प्रक्रियेचा वेग वाढवण्यासाठी तुम्ही मोठ्या रेक अँगलसह मॉडेल वापरू शकता.
कटिंग एजच्या स्वयं-नूतनीकरणासाठी परिभाषित पॅरामीटर्स आहेत:
मशीनवर काम पूर्ण झाल्यानंतर, आदर्शपणे, ही वैशिष्ट्ये अपरिवर्तित राहिली पाहिजेत. प्रत्येक मॉडेलसाठी, निर्माता कमाल विचलन मूल्य निर्धारित करतो. ऑपरेशन दरम्यान ते पोहोचले असल्यास, नवीन मॉडेल खरेदी करणे आवश्यक आहे.
काही प्रकारच्या कटिंग टूल्समधील अनुनाद दूर करण्यासाठी, दातांची एक परिवर्तनीय पिच बनविली जाते. हे मॅन्युअल शार्पनिंगवर परिणाम करत नाही, परंतु स्वयंचलित शार्पनिंग दरम्यान पॅरामीटर्सची काळजीपूर्वक सेटिंग आवश्यक आहे.
बँड वायरिंग पाहिले

कटिंग एज तयार करण्यापूर्वी, दातांची योग्य सेटिंग करणे आवश्यक आहे. ऑपरेशनच्या संपूर्ण कालावधीत, सतत लोडमुळे, त्यांचे स्थान बदलू शकते. म्हणून, प्रथम भूमिती समायोजित केली जाते आणि नंतर तीक्ष्ण केली जाते.
वायरिंग म्हणजे मुख्य ब्लेडच्या विमानाशी संबंधित दात वाकणे. ही प्रक्रिया केवळ एका विशेष मशीनवर केली जाते. टेपच्या संपूर्ण लांबीसह मोठ्या विसंगतींच्या बाबतीत, वेबचे अकाली नुकसान किंवा तुटणे शक्य आहे. म्हणून, त्यापूर्वी, आपण वायरिंगच्या प्रकारावर निर्णय घ्यावा.
कलतेचा कोन मूळशी संबंधित असणे आवश्यक आहे. वायरिंगचा प्रकार देखील विचारात घेतला जातो, जो खालीलप्रमाणे असू शकतो:
वाकताना, संपूर्ण दात विकृत होत नाही, परंतु त्याचा फक्त एक भाग असतो. बहुतेक वेळा एकूण उंचीच्या 2/3 मध्ये विचलन होते.
घटस्फोटाचे सरासरी मूल्य ०.३ ते ०.७ मिमी पर्यंत मर्यादित आहे. हे लाकडासाठी बँड सॉच्या मानक मॉडेलवर लागू होते.

ग्राइंडिंग व्हीलच्या प्रकाराची योग्य निवड महत्वाची आहे. ते स्टील ग्रेडशी संबंधित असणे आवश्यक आहे ज्यामधून बँड सॉ बनविला गेला आहे. कोरुंडम चाके टूल स्टील स्ट्रक्चर्ससाठी वापरली जातात. बायमेटेलिक मॉडेल्सचे कटिंग गुणधर्म सुधारणे आवश्यक असल्यास, सीबीएन किंवा डायमंड व्हील वापरावे.
तांत्रिक क्षमतांवर अवलंबून, पूर्ण-प्रोफाइल प्रक्रिया किंवा प्रत्येक कटिंग भाग स्वतंत्रपणे करणे शक्य आहे. पहिल्या प्रकरणात, आपल्याला एल्बर वर्तुळाची आवश्यकता असेल, ज्याचा शेवट करवतीच्या आकारासारखाच आहे. दुसऱ्या पर्यायासाठी, प्रत्येक दात प्रक्रिया केली जाते.
आपल्याला प्रथम मशीनची आवश्यकता असेल. त्यात डिस्कच्या फिरण्याच्या गतीचे नियमन करणे आणि टूलच्या तुलनेत त्याचे स्थान बदलणे आवश्यक आहे. एका विशेष फ्रेममध्ये ब्लेड निश्चित केल्यानंतर, आपण खालील सूचनांनुसार अशा क्रिया केल्या पाहिजेत.
त्याच पद्धतीने, इतर सर्व दात अद्ययावत केले जातात. हे महत्वाचे आहे की प्रवेश आणि निर्गमन कोन सर्वत्र समान आहेत. अन्यथा, एखाद्या भागामध्ये भूमिती भिन्न असल्यास, कार्यप्रदर्शन खराब होईल.
धातूसह वर्तुळाच्या दीर्घकाळ संपर्कासह, नंतरच्या पृष्ठभागावरील तापमान झपाट्याने वाढू शकते. हा प्रभाव दूर करण्यासाठी, विशेष शीतलक वापरले जातात जे थेट मशीनमधून येतात. ग्लो झोनची निर्मिती टाळण्यासाठी सतत आहार दिला जातो. या भागात, यांत्रिक शक्ती निकृष्ट होईल.
चिपिंग टाळण्यासाठी, लाकडावर प्रक्रिया करण्यापूर्वी लाकडात धातूच्या घटकांची उपस्थिती तपासली पाहिजे. तसेच, सॉईंगसाठी वर्कपीसचे फिक्सिंग आणि एकसमान फीडिंगवर विशेष लक्ष दिले जाते.
बँड सॉ साठी ऑपरेटिंग सूचना
वुड-मिझर बँडने ऑपरेटिंग सूचना पाहिल्या
वूड-मायझर सॉ हा उच्च-कार्बन स्टीलचा बनलेला आहे आणि कटमधील सॉची जास्तीत जास्त स्थिरता सुनिश्चित करण्यासाठी अशा प्रकारे उष्णता-उपचार केले जाते, म्हणूनच आमची कंपनी वूड-मायझर सॉ वापरण्याची शिफारस करते, तथापि, कोणत्याही सकारात्मक गुणवत्तेचे दुष्परिणाम होऊ शकत नाहीत. वुडमेजर आरे देखील आहेत. त्यांना ऑपरेटर आणि शार्पनर यांच्याकडून कठोर वृत्तीची आवश्यकता आहे.
1 स्टेप टूथ ब्लेड
ब्लेडची पिच म्हणजे दोन लगतच्या दातांच्या वरच्या भागांमधील अंतर. वुड-मिझर ब्लेडसाठी, ते 22.0 मि.मी. दातांची खेळपट्टी स्थिर असते आणि तीक्ष्ण प्रक्रियेदरम्यान बदलत नाही.
दातांची उंची म्हणजे इंटरडेंटल पोकळीचा पाया आणि दाताच्या वरच्या भागामधील अंतर. इंटरडेंटल रिसेसच्या उपस्थितीमुळे, करवतीच्या वेळी ब्लेडच्या कार्यरत क्षेत्रातून भूसा काढला जातो. सॉईंग प्रक्रियेदरम्यान इंटरडेंटल रिसेसमध्ये जमा होणारा भूसा काढून टाकण्याची खात्री करण्यासाठी दाताची उंची पुरेशी असणे आवश्यक आहे.
वुड-मिझर ब्लेडच्या दातांची उंची कोणत्याही प्रकारच्या सॉईंगसाठी इष्टतम आहे. ब्लेड धारदार करताना, दाताची उंची कमी होते. आवश्यक दातांची उंची राखण्यासाठी, दातांची उंची 4.8 मिमी होईपर्यंत दातांमधील खोबणी खोल करणे आवश्यक आहे. या विभागाच्या शेवटी तक्ता 1 पहा.
4.8 मिमी उंच दात असलेले ब्लेड. सर्व प्रकारच्या करवतीसाठी वापरले जाते. 4.0 मिमी उंच दात असलेल्या ब्लेडचा वापर प्रामुख्याने गोठलेल्या, हार्डवुड्ससाठी केला जातो. 4.3-6.4 मिमी उंच दात असलेले ब्लेड अतिशय मऊ लाकडावर वापरले जाऊ शकतात.
3 धारदार कोन
धारदार कोन, तीक्ष्ण करण्याची डिग्री आणि दात सेटिंग हे ब्लेडच्या कार्यक्षमतेवर परिणाम करणारे सर्वात महत्वाचे घटक आहेत. हे सर्व घटक करवतीच्या गुणवत्तेवर आणि करवतीच्या उत्पादनावर परिणाम करतात.
धारदार कोन म्हणजे उभ्या पासून दाताच्या शेवटच्या विचलनाचा कोन. तीक्ष्ण कोनाच्या उपस्थितीमुळे, दात लाकडावर "हुक" करतात. दात लाकडात इतका खोलवर जाणे आवश्यक आहे की ब्लेड स्वतःच भूसा प्रभावीपणे बाहेर काढू शकेल. दिलेल्या सॉ फीड गतीसाठी तीक्ष्ण कोन खूप मोठा असल्यास, यामुळे कंपने होऊ शकतात आणि परिणामी, कटच्या गुणवत्तेत बिघाड होऊ शकतो. लहान तीक्ष्ण कोनासह, दात लाकडात पुरेशा खोलीत प्रवेश करणार नाही, ज्यामुळे सॉइंग दरम्यान अतिरिक्त भार येऊ शकतो आणि कटची गुणवत्ता खराब होऊ शकते.
तीक्ष्ण करण्याचा कोन प्रक्रिया केलेल्या लाकडाच्या प्रकारावर आणि मशीनची उत्पादकता यावर अवलंबून असते. नियमानुसार, तीक्ष्ण करण्याचा कोन जितका लहान असेल तितकी सॉइंग मशीनची उत्पादकता कमी होईल. विभागाच्या शेवटी तक्ता 1 पहा.
4 शेवटचा कोन
बट एंगल हा ब्लेडच्या सापेक्ष दाताच्या बटच्या विचलनाचा कोन आहे.
दाताच्या न विक्षेपित स्थितीसह, शेवटचा कोन 90 अंश असतो. ब्लेड पसरवताना, बटचा कोन अनेक अंशांनी बदलतो आणि 90 अंशांपेक्षा जास्त होतो.
5 दात संच
ब्लेडच्या कटिंग कार्यक्षमतेवर परिणाम करणारा टूथ सेटिंग हा एक महत्त्वाचा घटक आहे.
टूथ सेट हे ब्लेडच्या प्लेनशी संबंधित दिलेल्या कोनात दाताच्या विचलनाचे रेषीय मूल्य आहे. दातांचा संच जितका मोठा, तितकाच रुंद कट आणि करवत करताना लागू करण्यासाठी जास्त मेहनत घ्यावी लागते.
तक्ता 1 पहा. 1.1 मिमी ब्लेडसाठी शिफारस केलेले दात सेटिंग सामान्यत: 0.5 - 0.55 मिमी असते. कठोर थ्रेशोल्ड आणि गोठलेल्या लाकडासह काम करताना, सेटिंगचे प्रमाण 1.1 मिमी ब्लेडसाठी 0.4 - 0.45 मिमीच्या श्रेणीत असावे. सॉफ्ट वुड्स (1.1 मिमी ब्लेडसाठी 0.55 - 0.6 मिमी) सह काम करताना एक मोठी सेटिंग वापरली जाते.
लक्षात ठेवा की दात तीक्ष्ण करताना आणि त्यांची उंची कमी करताना, सेट देखील कमी होतो आणि ब्लेड दात सेट करणे आवश्यक आहे.
वुड-मिझर सॉ मूलतः त्याच्या जवळजवळ सर्व मुख्य प्रतिस्पर्ध्यांपेक्षा अधिक कठोर बनविण्यासाठी डिझाइन केले गेले होते, त्यामुळे इतर करवतांपेक्षा कमी तणावात ते स्थिरता गमावत नाही आणि ताण जितका कमी असेल तितका ब्लेडमध्ये कमी ताण येतो आणि , परिणामी, तो खंडित होण्याची शक्यता कमी आहे. saws.
सॉमिलवर ब्लेडचा ताण योग्यरित्या सेट करण्यासाठी, पुढील गोष्टी करा:
शक्य तितक्या कमी तणावात (150 - 170 एटीएम) कट करणे आवश्यक आहे हे करवतीचे आयुष्य वाढवेल.
आरीसाठी जास्त पैसे न देता उच्च दर्जाची लाकूड मिळविण्यासाठी, आपल्याला अनेक सोप्या आवश्यकतांचे पालन करणे आवश्यक आहे:
अ) पुलीवरील पट्ट्यांच्या स्थितीचे निरीक्षण करणे आवश्यक आहे, दोन बेल्टची किंमत एका आरतीपेक्षा कमी आहे, म्हणून आपण त्यांना थोडे अधिक वेळा बदलू शकता आणि आरीवर पूर्णपणे अतुलनीय पैसे वाचवू शकता. सॉ ब्लेडला धातूमधून जाणे पूर्णपणे अस्वीकार्य आहे, जर असे झाले तर करवत एका तासासाठीही उभी राहणार नाही.
ब) पुलीवरील सॉ ब्लेड योग्यरित्या संरेखित करणे महत्वाचे आहे: दाताच्या मुळापासून पुलीच्या काठापर्यंतचे अंतर मशीनच्या प्रकारानुसार बदलू शकते.
c) मार्गदर्शक रोलर्स योग्यरित्या संरेखित करा:
ड) करवत फिरवताना, दाताचा आकार नमुन्यासह अचूकपणे पुनरावृत्ती करणे आवश्यक आहे.
ई) वेबचे लेआउट वेबप्रमाणेच, केल्या जाणाऱ्या कामासाठी योग्य असणे आवश्यक आहे.
आत्मविश्वासाने 30 सेमी व्यासाचा लॉग कापला तर त्याच यशाने कट होणार नाही
60 सेमी व्यासाचा लॉग, कारण कटमधून काढलेल्या भूसाचे प्रमाण अंदाजे दुप्पट आहे.
f) योग्य सॉ ब्लेड वंगण निवडा. इष्टतम वंगण हे 50% डिझेल इंधन आणि 50% चेनसॉ टायर ऑइल (-15°C पेक्षा कमी तापमानात करवतीसाठी) यांचे मिश्रण आहे. हे मिश्रण फवारणी करून पातळ थराने करवतीला लावावे. स्नेहन जास्त नसावे, एक स्प्रे थोडा वेळ पुरेसा असतो. तुमच्या सहज लक्षात येईल की वंगण लावल्यानंतर गमावलेला आवाज कसा परत येतो यावरून अधिक वंगण घालण्याची वेळ आली आहे. वंगण लावा जेणेकरून ते करवतीच्या दोन्ही बाजूंना मिळेल. वंगण वापरल्याने तुम्हाला भूसा आणि त्यावर पडणाऱ्या पाण्यापासून "ब्लूमिंग" बोर्डांची संख्या कमी करता येईल.
g) तुम्ही पाहणे थांबवले म्हणून आरा सोडा
करवतीच्या प्रक्रियेत, सॉ ब्लेड्स गरम होतात आणि परिणामी, लांबी वाढते. जसजसे ब्लेड थंड होतात तसतसे ते त्यांच्या मूळ आकारात परत संकुचित होतात आणि प्रक्रियेत, ब्लेडमध्ये जास्त ताण येतो. याव्यतिरिक्त, दोन पुलींच्या आकाराची स्मृती करवतामध्ये राहते, ज्यामुळे करवतीचे आयुष्य वाढू शकत नाही.
याशिवाय. पुलींवरील बेल्ट चुरगळलेले बनतात, ज्यामुळे ते प्रथम गोलाकार बनतात आणि करवतमध्ये अतिरिक्त कंपन जोडतात आणि दुसरे म्हणजे, ते पट्ट्यावरील "कुबड" जाम करते, ज्यामुळे करवत पुलींवर केंद्रित असल्याचे सुनिश्चित करते. .
तुमचा आरा योग्यरित्या सेट केला आहे हे कसे जाणून घ्यावे?
65-70% भूसा आणि 30-35% हवेचे मिश्रण सॉ ब्लेड आणि ते कापलेल्या झाडामध्ये असते तेव्हा घटस्फोट इष्टतम मानला जाऊ शकतो. करवत योग्यरित्या सेट केलेले बाह्य प्रकटीकरण हे आहे की तो कटमधून अंदाजे 80-85% भूसा बाहेर फेकतो.
जेव्हा सॉ सेटिंग अपुरी असते, तेव्हा बोर्डच्या पृष्ठभागावर घनतेने दाबलेला गरम भूसा राहतो, करवतीसाठी आणखी वाईट गोष्टींचा विचार करणे अशक्य आहे. भूसा उबदार असावा, गरम किंवा थंड नसावा.
खूप लांब ठेवलेल्या करवतीला धक्का बसण्याची शक्यता असते, आणि खूप लांब नसलेली करवत फडफडते.
जर तुम्ही 30 सेमी व्यासाचे लॉग चांगल्या वेगाने पाहत असाल आणि भूसा स्पर्शास उबदार असेल, तर तुम्ही त्याच सेटिंगसह 60 सेमी व्यासाचा लॉग पाहण्याचा प्रयत्न करू नका, कारण ते काढावे लागेल. कट पासून दुप्पट भूसा, याचा अर्थ आपण सेटिंग वाढवा (अंदाजे 20%).
निष्कर्ष: लॉग करवत येण्यापूर्वी त्यांची जाडीनुसार क्रमवारी लावली पाहिजे.
आणखी एक अतिशय महत्त्वाचा मुद्दा: दाताचा फक्त वरचा तिसरा भाग वेगळा केला पाहिजे, दात मुळाखाली भाग करू नका, दाताच्या अगदी वरच्या बाजूला फक्त तीक्ष्ण कोपरा कापणी प्रक्रियेत सामील असावा.
हे विसरू नका की आपण जितके मऊ झाड पाहत आहात तितके घटस्फोट मोठे असावे.
कमीत कमी धातू काढून टाकून (आवश्यक असल्यास, अनेक वेळा) उलट्या स्थितीत 4-5 तास विनामूल्य सॅगिंग केल्यानंतर सॉला तीक्ष्ण केले पाहिजे आणि नंतर डीबर आणि ब्रीड करा. मुख्य नियम: सर्वोत्तम घटस्फोट आपण प्रायोगिकपणे मिळवला आहे; गणना करा.
हे विसरू नका की आपल्या शार्पनिंग डिव्हाइसवरील निर्देशक एक पातळ डिव्हाइस आहे. ते रीसेट करण्यासाठी काहीही खर्च लागत नाही. हे अत्यंत तीव्र मोडमध्ये कार्य करते, स्वतःसाठी न्याय करा: तुमच्या करवतीला अंदाजे 220 दात आहेत. आपण करवत 15 वेळा तीक्ष्ण करा, असे दिसून आले की करवतीच्या जीवनासाठी; जेव्हा ते कमीतकमी 3.5-4 हजार वेळा सेट केले जाते तेव्हा निर्देशक कार्य करतो (बर्याचदा आपल्याला अनेक चरणांमध्ये दात सेट करावे लागतात). त्याची आठवण करून देण्यासाठी हे उदाहरण दिले आहे. की इंडिकेटर कालांतराने संपतो आणि ते त्याची स्थापना अधिक वेळा तपासा .
हे वारंवार सिद्ध झाले आहे की कटची गुणवत्ता आपल्या करवतीच्या दातांच्या आकारावर मोठ्या प्रमाणात अवलंबून असते. दातांचा आकार विकसित करून तपासला गेला
वर्षे आणि हे प्रयोग पुन्हा करणे उचित नाही. म्हणून, करवतीचा नमुना (30 सेंटीमीटर) असणे आणि प्रत्येक वेळी करवत धारदार करताना दाताचा आकार नियंत्रित करणे चांगले.
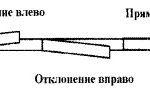
करवण्याच्या संभाव्य समस्यांचे निराकरण कसे करावे
1. लॉगमध्ये प्रवेश करताना, करवत वर उडी मारते आणि जेव्हा आपण बोर्ड काढता तेव्हा ते कृपासारखे वक्र होते. हे बहुधा दात धारदार करण्याचा कोन खूप मोठा आहे आणि सेट पुरेसे नाही या वस्तुस्थितीमुळे आहे. दात धारदार करण्याचा कोन दोन अंशांनी कमी करण्याचा प्रयत्न करा आणि घटस्फोट 2-3 हजारांनी वाढवा; बाजूला.
2. लॉगमध्ये प्रवेश करताना, सॉ वर उडी मारते आणि लॉगच्या शेवटी जवळजवळ कापते, त्यानंतर ते खाली येते. या इंद्रियगोचरला "पिळून काढणे" किंवा "पिळून काढणे" असे म्हणतात, म्हणजेच ते म्हणतात: करवत पिळून काढली आहे. दात तीक्ष्ण करण्याच्या खूप मोठ्या कोनामुळे हे बहुधा होते. तीक्ष्ण कोन काही अंश कमी करण्याचा प्रयत्न करा.
3. करवत खाली जाते आणि त्यानंतर सरळ कापते. हे अनेक कारणांमुळे असू शकते, उदाहरणार्थ, करवत बोथट झाली आहे, तथापि, बहुधा, या घटनेचे कारण म्हणजे करवतीला तीक्ष्ण करण्याचा अपुरा कोन आहे, जो धार लावणारा धारदार करतो या वस्तुस्थितीमुळे होऊ शकतो. वेळेवर दगड भरू नका, ब्लेडची काळजीपूर्वक तपासणी करा जर आकाराचा दात तुम्हाला आदर्श वाटत असेल तर तुम्ही दात धारदार करण्याचा कोन दोन अंशांनी वाढवावा.
4. सॉ "डायव्ह्स" खाली आणि जेव्हा तुम्ही बोर्ड काढता, तेव्हा ते कृपाणसारखे वक्र होते. हे बहुधा अपुरे तीक्ष्ण कोन आणि एकाच वेळी अपुरे वायरिंगमुळे झाले आहे. कॅनव्हास काळजीपूर्वक पहा, जर दाताचा आकार तुम्हाला आदर्श वाटत असेल, तर तुम्ही तीक्ष्ण कोन दोन अंशांनी वाढवावा आणि प्रति बाजू 2-3 हजारव्या भागाने वाढवा.
5. कट लाटा मध्ये येतो. जर करवत तीक्ष्ण असेल, तर ते खूपच कमी सेटमुळे आहे, इंडिकेटरवर सेट 0.006-0.008 इंच प्रति बाजूने वाढवा.
6. बोर्डवर खूप भूसा शिल्लक आहे आणि तो स्पर्शास सैल वाटतो. हे बहुधा खूप जास्त सेटअपमुळे झाले आहे आणि जर तुम्ही बारकाईने पाहिले तर तुम्हाला संपूर्ण बोर्डवर वैशिष्ट्यपूर्ण ओरखडे दिसतील, तथाकथित "दात खुणा". आपण कदाचित आधीच अंदाज केल्याप्रमाणे, आपण करवतीचा प्रसार किंचित कमी केला पाहिजे.
7. करवतीच्या ब्लेडवर भूसा “रोल्स”. हे या वस्तुस्थितीमुळे आहे की करवत पुरेसे पातळ केलेले नाही आणि कटमध्ये पुरेशी हवा शिल्लक नाही, सॉ ब्लेड भूसाविरूद्ध घासते, ते गरम होते आणि लाकडाची धूळ करवतीवर भाजते. इंडिकेटरच्या प्रति बाजूने सेट 0.005" वाढवा.
8. दात वरच्या पृष्ठभागावर फाइलिंग "रोल", परंतु हे करवतीच्या पृष्ठभागावर होत नाही. हे खराब शार्पनिंग गुणवत्तेमुळे होते (खूप जास्त फीड किंवा खूप जास्त धातू काढणे आणि परिणामी, दाताच्या पोकळीतील पृष्ठभागाची खराब गुणवत्ता), किंवा दाताचा खूप जास्त तीक्ष्ण कोन, किंवा ब्लेड सतत चालू होते. ते आधीच निस्तेज झाल्यानंतर पाहिले.
9. बोर्डवरील भूसा संकुचित आणि स्पर्श करण्यासाठी गरम आहे. संच पुरेसा नाही, तुम्ही इंडिकेटरवर 0.003 इंच प्रति बाजूने सेट वाढवावा. तीक्ष्ण कोन कमी करा.
हे विसरू नका की अनसेट सॉने पाहणे हा फाडण्याचा सर्वात जलद मार्ग आहे
10. करवतीच्या मागील बाजूस तडा जातो. याचे कारण असे की आळशी लोकांचे मागचे थांबे ब्लेडच्या मागील भागापासून खूप दूर असतात. ब्लेडच्या मागील भागापासून मार्गदर्शक रोलरच्या स्टॉपपर्यंतचे अंतर मशीनच्या प्रकारावर अवलंबून, रिव्हर्सवर दर्शविलेल्या मूल्यापेक्षा जास्त नसावे.
11. दाताच्या पोकळीत एक नवीन, पुन्हा तीक्ष्ण न झालेली दिसली. हे बहुधा ब्लेड जे काम करण्याचा प्रयत्न करत आहे त्यासाठी पुरेसे पातळ न केल्यामुळे (मूलभूत करवतीच्या नियमांचा मुद्दा 4 पहा), किंवा ब्लेड निस्तेज झाल्यानंतर ते पाहणे सुरू ठेवल्याने, किंवा नंतर घडू शकते. पहिला कट, जर लॉग वाळूमध्ये पुरेसे "रोल" असेल.
12. पुन्हा तीक्ष्ण केल्यानंतर, ब्लेड दात पोकळी मध्ये cracks सह झाकलेले आहे. रीशार्पनिंग दरम्यान, एका वेळी खूप जास्त धातू काढून टाकण्यात आली, परिणामी दात पृष्ठभाग पुन्हा ग्राइंड केले गेले. किंवा हे दात च्या भूमिती मध्ये बदल झाल्यामुळे आहे. दाताच्या भूमितीची तुलना करा जी मूळत: पुन्हा धारदार न झालेल्या करवतीला ब्लेडचा तुकडा जोडून होती.
लाकडासाठी धारदार बँड आरी: प्रोफाइल, दात आणि तीक्ष्ण कोन. टूल लेआउट आणि तीक्ष्ण करण्याच्या पद्धती
बँड आरे विविध सामग्री कापण्यासाठी डिझाइन केलेले आहेत, ज्यात विविध कठोरता पातळीच्या लाकडाचा समावेश आहे. त्यांचा कार्यरत भाग दात असलेली बंद स्टील टेप आहे.
विशेष कार्यशाळांमध्ये तीक्ष्ण बँड आरीची किंमत तुलनेने कमी आहे. परंतु अनेकदा ऑर्डरच्या अंमलबजावणीची गती आणि गुणवत्ता फारशी उत्साहवर्धक नसते. या आधारे, काम स्वतः केले जाऊ शकते.

बँड आरींना नियतकालिक तीक्ष्ण करणे आवश्यक आहे.
बँड सॉची डिझाइन वैशिष्ट्ये
लक्षात ठेवा!
मशीन नेहमी स्थिर आणि कार्यक्षमतेने कार्य करण्यासाठी, त्याच्या देखभालीसाठी अत्यंत जबाबदारीने संपर्क साधला पाहिजे.
लाकडावर धार लावणे आणि वायरिंग बँड आरे वेळेवर आणि सक्षम रीतीने चालते पाहिजे.
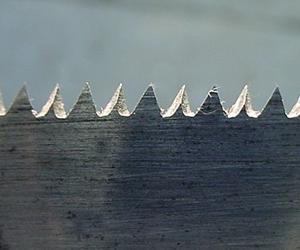
प्रोफाइल, दात आणि धारदार कोन
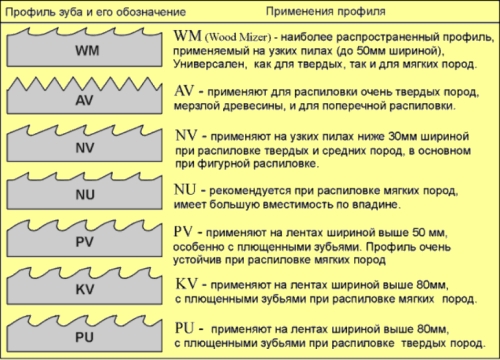
दात प्रोफाइलचे आंतरराष्ट्रीय वर्गीकरण.
टेप उपकरणांमध्ये भिन्न दात भूमिती असते, जी कापल्या जाणार्या सामग्रीच्या प्रकार आणि वैशिष्ट्यांवर अवलंबून असते. लाकडासाठी साधन सुतारकाम आणि विभाजन असू शकते. तिसरा प्रकार आहे, जो लाकूड, लॉगसाठी डिझाइन केलेला आहे. या सर्व उपप्रजातींचे स्वतःचे मापदंड आणि दातांचा आकार आहे.
लाकडासाठी बँड सॉचा धारदार कोन निर्मात्याद्वारे अनेक बिंदूंवर आधारित निवडला जातो. मुख्य म्हणजे सामग्री जितकी कठिण असेल तितका रेक कोन लहान असावा. खाली आरीच्या मुख्य पॅरामीटर्ससह एक टेबल आहे.
कामासाठी डिव्हाइस तयार करत आहे
साधनाचा सतत वापर करत असताना, कटिंग एजची गुणवत्ता कमी होणे अपरिहार्य आहे. ते बोथट होते आणि प्रजनन दातांची रुंदी कमी होते. यावर आधारित, लाकडासाठी करवत धारदार करणे आणि त्याचे वायरिंग हे बँड सॉच्या देखभालीचे आवश्यक घटक आहेत.
हे लक्षात घ्यावे की दातांची सेटिंग तीक्ष्ण होण्याआधीच केली पाहिजे, उलट नाही.
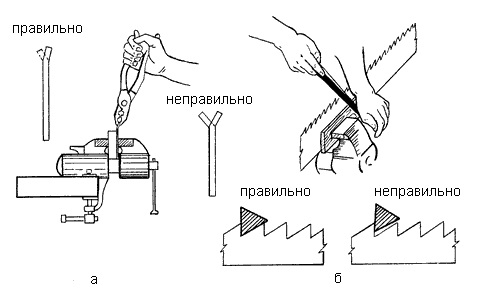
साधन लेआउट

कटिंग मशीनचा वापर.
वायरिंग म्हणजे दात बाजूला वाकवण्याची प्रक्रिया. हे ऑपरेशन आवश्यक आहे जेणेकरून सॉ ब्लेड वर्कपीसमध्ये क्लॅम्प होणार नाही, तसेच ऑपरेशन दरम्यान घर्षण कमी करेल.
प्रजननाचे 3 मुख्य प्रकार आहेत.
लक्षात ठेवा!
वायरिंग करताना, आपण संपूर्ण लवंग वाकवू नये, परंतु वरून फक्त तिसरा किंवा दोन तृतीयांश.
मॅन्युफॅक्चरिंग कंपन्यांना ऑपरेशन करण्याचा सल्ला दिला जातो जेणेकरून झुकण्याची श्रेणी 0.3-0.7 मिमीच्या आत असेल.
हे काम विशेष प्रजनन साधनाच्या मदतीने केले जाते.
तीक्ष्ण करणे पाहिले
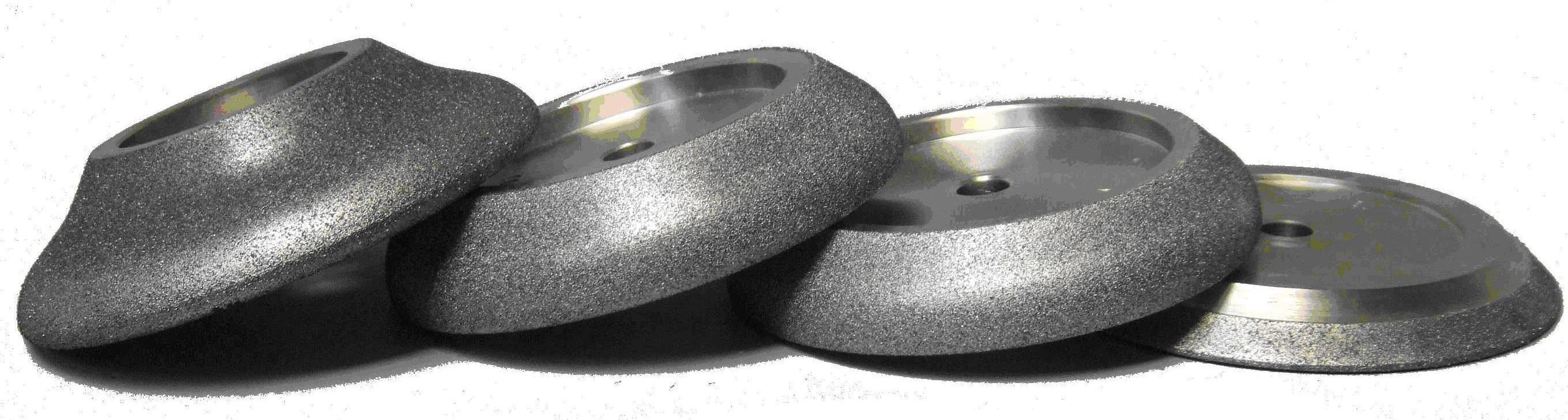
विविध आकारांसह एल्बोर मंडळे.
लाकूड किंवा बँड टूल्ससाठी सॉ ब्लेड धारदार करण्यापूर्वी, हे लक्षात ठेवा की फिक्स्चरचे नुकसान होण्याच्या (तुटण्यासह) 80% पेक्षा जास्त घटना कामाच्या मानकांचे पालन न केल्यामुळे होतात.
मॅन्युअल साधन देखभाल.
झाडावरील करवत धारदार करण्याच्या योजनेत खालील तरतुदी विचारात घेतल्या पाहिजेत.
लक्ष द्या!
लाकडावर बँड आरे धारदार करण्याच्या सैद्धांतिक सूचना सूचित करतात की ते दातांच्या पुढच्या बाजूला किंवा मागील आणि पुढच्या दोन्ही बाजूंनी केले पाहिजे.
वास्तविक जीवनात, बहुतेक विशेषज्ञ आणि हौशी कारागीर केवळ मागील बाजूने ऑपरेशन करतात, कारण. ते अधिक सोयीस्कर आहे.
तीक्ष्ण करण्याच्या पद्धती
फोटो स्वयंचलित पूर्ण-प्रोफाइल शार्पनिंग दर्शवितो.
आपण विशेष तीक्ष्ण उपकरणे (उदाहरणार्थ, भिन्न सामग्री आणि आकाराची मंडळे असलेली मशीन) किंवा व्यक्तिचलितपणे कामासाठी साधन तयार करू शकता. आपण झाडावर करवत योग्यरित्या तीक्ष्ण करण्यापूर्वी, आपण या ऑपरेशनसाठी मूलभूत पद्धती शिकल्या पाहिजेत.
पहिला मार्ग पूर्ण प्रोफाइल शार्पनिंग आहे.
कडा साधन.
दुसरी पद्धत म्हणजे दातांच्या कडा धारदार करणे.
आपण हे व्यक्तिचलितपणे आणि व्यावसायिक मशीन वापरून करू शकता.
- मशीन निवडल्यानंतर, वापरलेल्या मंडळावर निर्णय घेणे आवश्यक आहे. हे सहसा सपाट असते. जेव्हा असे बरेच काम करायचे असेल तेव्हाच विशिष्ट तीक्ष्ण उपकरणांचा अवलंब केला पाहिजे.
- घरगुती परिस्थितीत, तीक्ष्ण करणे आपल्या स्वत: च्या हातांनी उत्तम प्रकारे केले जाते - सामान्य यांत्रिक एमरीवर किंवा खोदकाच्या मदतीने. ऑपरेशन पार पाडताना, वैयक्तिक संरक्षणाबद्दल विसरू नका आणि हातमोजे, मुखवटा किंवा विशेष चष्मा वापरा.
- जेव्हा तुमच्याकडे आणि तुमच्या शेजाऱ्यांकडे खोदकाम करणारा, मशीन टूल, एमरी नसतो, तेव्हा तुम्ही पारंपारिक लोक पद्धतीचा वापर करून - सुई फाईल वापरून बँड सॉला तीक्ष्ण करू शकता.
- फिक्स्चरला तीक्ष्ण करण्यासाठी एखादे मशीन वापरले असल्यास, करवतीच्या संबंधात चाक योग्य स्थितीत आहे की नाही हे निर्धारित करण्यासाठी ऑपरेशन सुरू करण्यापूर्वी त्याची तपासणी केली पाहिजे.
- सायनसमधून स्टीलचा असा थर काढून टाकणे आवश्यक आहे जेणेकरून सर्व सूक्ष्म क्रॅक काढून टाकण्याची हमी दिली जाईल.
- जर करवतीचा वापर निर्मात्याने परवानगी दिलेल्या कालावधीपेक्षा जास्त काळ देखभाल न करता केला असेल, तर प्रत्येक तीक्ष्ण करण्यासाठी काढलेल्या धातूचे प्रमाण वाढवणे आवश्यक आहे.
- ऑपरेशनचे परिणाम नियंत्रित करण्यासाठी, नेहमी संदर्भ म्हणून नवीन उत्पादन वापरा.
- दातांचा आकार हा एक वैशिष्ट्यपूर्ण विकसित आणि तज्ञांनी सत्यापित केला आहे. ते बदलून, आपण वर्कपीसवर प्रभावीपणे प्रक्रिया करू शकणार नाही. यावर आधारित, तीक्ष्ण करणे आवश्यक आहे जेणेकरून दातांचा आकार आणि ब्लेडचे प्रोफाइल मूळ, कारखाना राहील.
- ऑपरेशन आणि देखरेखीच्या सर्व नियमांच्या अधीन राहून, टेप टूल त्याची रुंदी त्याच्या मूळ मूल्याच्या 65 टक्के कमी होईपर्यंत तुम्हाला विश्वासूपणे सेवा देईल.
- करवतीच्या दातांचे जळलेले सायनस. ग्राइंडिंग डिस्कसह काम करताना जास्त प्रयत्न केल्यामुळे हे घडते. या दोषामुळे दात लवकर निस्तेज होतात.
- सबऑप्टिमल दात कोन आणि सायनसचे अनियमित, कोनीय आकार.
- ग्राइंडिंग मशीनचा विक्षिप्त भाग पाडणे;
- मशीनच्या डोक्याच्या झुकण्याचा कोन चुकीचा सेट केला.
- ग्राइंडिंग डिस्कचे निरक्षरपणे निवडलेले प्रोफाइल.

खोदकासह काम करणे.

अयोग्य कामाचा परिणाम - साधनाचे दात जळले आहेत.
लक्षात ठेवा!
हौशी कारागीरांमध्ये एक व्यापक मत आहे की प्रक्रियेदरम्यान उद्भवणारे burrs काढण्याची विशेष आवश्यकता नाही.
हे मूलभूतपणे चुकीचे आहे, म्हणून कॅनव्हासमध्ये सूक्ष्म क्रॅक येऊ शकतात.
काम पूर्ण झाल्यानंतर, टेप उपकरण ताबडतोब लाकूड रस, भूसा, राळ स्वच्छ करणे आवश्यक आहे. देखभाल सुरू करण्यापूर्वी, साधनाची काळजीपूर्वक तपासणी केली पाहिजे, अन्यथा आपण वर्तुळ बंद कराल. यामुळे तीक्ष्ण करण्याच्या कार्यक्षमतेत लक्षणीय घट होईल.
सामान्य चुका
हा धारदार परिणाम अनेक त्रुटींमुळे शक्य आहे:
लाकडाच्या आरीला योग्य तीक्ष्ण करण्यापूर्वी, आपण ते कसे करावे हे शिकले पाहिजे. अनेक सेवा पद्धती आहेत. ते सॉच्या प्रकारावर, त्याचे प्रोफाइल, दातांच्या आकारावर अवलंबून असतात. या लेखातील व्हिडिओ तुम्हाला त्याच्या विषयावर माहिती देत आहे.
- एलएलसी नमुन्याच्या जनरल डायरेक्टरच्या नियुक्तीचा आदेश सामान्य संचालक एलएलसीमधील एकमेव कार्यकारी मंडळाची भूमिका पार पाडतो. तो कंपनीच्या संस्थापकांपैकी एक आहे किंवा बाहेरून आमंत्रित आहे. कायदा या समस्येचा निर्णय कंपनीच्या सहभागींच्या विवेकबुद्धीवर सोडतो. पण तो तपशीलवार नियमन करतो [...] रशियन फेडरेशनची कायदेशीर चौकट विनामूल्य सल्लामसलत फेडरल कायदे त्यांच्या प्रकार आणि बेपत्ता होण्याच्या परिस्थितीवर. नुकसान, चोरी, महत्त्वाच्या कागदपत्रांचे नुकसान झाल्यास, योग्य विधान लिहिणे आणि संपर्क करणे आवश्यक आहे […]
- अकाउंटंटसाठी ऑनलाइन मासिक 1 मे 2018 पासून बालकांना लाभ: नवीन आकार त्याचे मूल्य मागील वर्षाच्या 2र्या तिमाहीसाठी किमान निर्वाहाच्या समान असेल, i.е. 11,163 रु पूर्वीच्या तुलनेत […]