Ағашқа арналған таспаның қызмет ету мерзімі оның қайрау сапасына тікелей байланысты. Ол өз бетінше де, мамандандырылған компаниялардың қызметтеріне жүгіну арқылы да орындалуы мүмкін. Бірінші жағдайда технологиямен және бірқатар мүмкіндіктермен егжей-тегжейлі танысу қажет.
Жолақты ара дизайны
Жолақты ара кескіш құралдар санатына жатады және мамандандырылған ағаш өңдеу жабдықтарының құрамдас бөлігі болып табылады. Бұл жабық таспа, оның сыртқы жиегінде тістері бар.
Өндіріс үшін болаттың арнайы сорттары қолданылады - 9HF, B2F немесе C75. Өндіріс процесінде тістер жоғары жиілікті токтармен өңделеді. Бұл олардың қаттылығын арттырады. Дәл осы факт кесу жиектерінің бөлінуіне және техникалық қызмет көрсетуге әсер етеді. Көбінесе өндірісте болаттың бірнеше түрі қолданылады. Негізгі таспа серіппеден, ал кесу бөлігі вольфрам немесе кобальт көп болатын болаттан жасалған.
Ағаш үшін жолақты араларды қолдану ерекшеліктері:
- ағашқа қойылатын талаптар. Ол неғұрлым қиын болса, пышақ соғұрлым тезірек күңгірт болады;
- орнату шарттары. Кернеу көрсеткішін сақтау керек. Қажетті мөлшерден аз болса, салбырап кетеді. Күшті шиеленіс кезінде тордың сыну ықтималдығы артады;
- мерзімді қайрау. Бұл арнайы машинаны қажет етеді.
Соңғы тармақты жүзеге асыру таспа құрылымының қызмет ету мерзімін арттырады. Дегенмен, қайрауды өз бетіңізше жасау қиын - дұрыс сымды таңдау керек, пышақтардың бұрышын сақтау керек.
Пайдаланылған араны сатып алғанда, пышақтағы жөндеу дәнекерлеулерінің болуына назар аудару керек. Олар құралдың жиі ақауларын көрсетеді.
Кесу бөлігінің пішіндері және қайрау бұрышы
Бірінші кезеңде жолақты араның түрі анықталады. Негізгі көрсеткіш - тістердің пішіні. Осы параметрге байланысты олар бөлгіш, ағаш ұстасы немесе бөренелерді аралауға арналған болып бөлінеді. Бастапқы геометрия мен сымның бұрышын өндіруші анықтайды. Бұл деректерді компоненттерді сатып алу кезеңінде білу ұсынылады. Олар машинаның параметрлерін анықтау үшін қажет.
Қатты ағаштар үшін тегістеу бұрышы ең аз болуы керек. Бұл дайындаманың материалы мен металдың оңтайлы байланысын қамтамасыз етеді. Егер сіз жұмсақ сорттарды өңдеуді жоспарласаңыз, өңдеу жылдамдығын арттыру үшін үлкен рейк бұрышы бар үлгілерді пайдалануға болады.
Кесу жиегін өздігінен жаңартудың анықтаушы параметрлері:
- тіс қадамы. Бұл құрылымның кесу элементтері арасындағы қашықтық. Жалпы мәндер 19, 22 және 25 мм;
- тіс биіктігі. Оның негізінен жоғарыға дейінгі мән;
- бұрыш. Кесу жазықтығын қалыптастыру үшін білу қажет негізгі мән. Ұсталық үлгілер үшін ол 35 ° құрайды. Бөлгіш араларда бұрыш 18°-тан 22°-қа дейін болады. Ағаш өңдеуге арналған құрылымдарда - 10 ° -15 °;
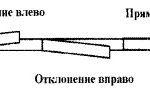
- ажырасу. Пышақтың жалпы жазықтығынан тістің ауытқуын анықтайды.
Машинада жұмыс аяқталғаннан кейін, ең дұрысы, бұл сипаттамалар өзгеріссіз қалуы керек. Әрбір модель үшін өндіруші максималды ауытқу мәнін анықтайды. Егер жұмыс кезінде оған қол жеткізілсе, жаңа үлгіні сатып алу қажет.
Кесу құралдарының кейбір түрлерінде резонансты жою үшін тістердің ауыспалы қадамы жасалады. Бұл қолмен қайрауға әсер етпейді, бірақ автоматтандырылған қайрау кезінде параметрлерді мұқият орнатуды талап етеді.
Жолақты ара сымдары

Кесу жиегін қалыптастырмас бұрын, тістерді дұрыс орнату керек. Жұмыстың барлық кезеңінде тұрақты жүктемелерге байланысты олардың орналасуы өзгеруі мүмкін. Сондықтан алдымен геометрия реттеледі, содан кейін қайрау.
Сымдар - негізгі пышақ жазықтығына қатысты тістердің иілуі. Бұл процедура тек арнайы машинада орындалады. Таспаның бүкіл ұзындығы бойынша үлкен сәйкессіздіктер болған жағдайда, тордың мерзімінен бұрын бұзылуы немесе сынуы мүмкін. Сондықтан, бұған дейін сымның түрін шешу керек.
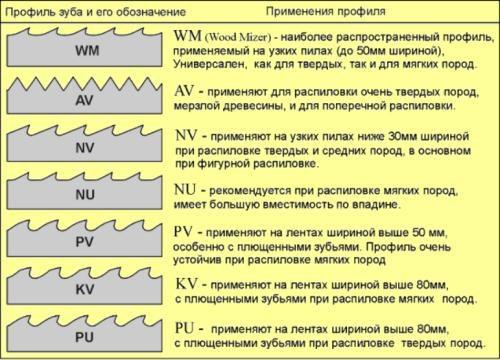
Көлбеу бұрышы түпнұсқаға сәйкес келуі керек. Сымдардың түрі де ескеріледі, ол келесідей болуы мүмкін:
- классикалық. Пышаққа қатысты тістерді оң және сол жаққа кезектесіп иілу;
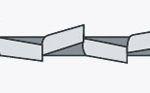
- тазалау. Бірінші және екінші тістер оңға және солға ауытқиды, ал үшіншісі өзгеріссіз қалады. Бұл әдіс қатты жыныстарды өңдеуге арналған аралар үшін қолданылады;
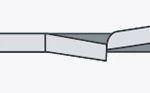
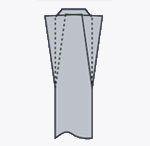
- толқынды. Әрбір тіс үшін сымның бұрышы жеке. Нәтижесінде олар толқынға ұқсайтын кескіш жиекті құрайды. Электр сымдарының ең қиын түрі.
Иілу кезінде бүкіл тіс деформацияланбайды, тек оның бір бөлігі ғана. Жиі ауытқу жалпы биіктіктің 2/3 бөлігінде орын алады.
Ажырасудың орташа мәні 0,3-тен 0,7 мм-ге дейінгі мәндермен шектеледі. Бұл ағашқа арналған жолақты аралардың стандартты үлгілеріне қатысты.

Тегістеу шеңберінің түрін дұрыс таңдау маңызды. Ол жолақты ара жасалған болат маркасына сәйкес келуі керек. Корунд дөңгелектері аспаптық болат конструкциялар үшін қолданылады. Биметалдық үлгілердің кесу қасиеттерін жақсарту қажет болса, CBN немесе алмас дөңгелектерін пайдалану керек.
Техникалық мүмкіндіктерге байланысты толық профильді өңдеуді немесе әрбір кесу бөлігін бөлек орындауға болады. Бірінші жағдайда сізге бұрыштық шеңбер қажет болады, оның соңы арамен бірдей пішінге ие. Екінші нұсқа үшін әрбір тіс өңделеді.
Сізге алдымен машина қажет болады. Ол дискінің айналу жылдамдығын реттеу және оның құралға қатысты орнын өзгерту функцияларына ие болуы керек. Пышақты арнайы жақтауға бекіткеннен кейін мұндай әрекеттерді келесі нұсқауларға сәйкес орындау керек.
- Эмери төмендейді. Бұл кезде кесу жиегі бар алдыңғы жиек өңделеді.
- Депрессияда кесіндінің қалыптасуы. Бұл кенептен шықпай орындалады. Бұл кезең микрожарықтар мен бұзушылықтарды жоюға мүмкіндік береді. Маңызды сәт - тордың деформациясының негізгі себебі болып табылатын беттік керілуді азайту.
- Шеңбер жоғары жылжиды. Тістің артқы жағы мен оның кесу жиегі өңделеді.
Дәл осындай әдіспен барлық басқа тістер жаңартылады. Кіру және шығу бұрыштары барлық жерде бірдей болуы маңызды. Әйтпесе, геометрия бөліктердің бірінде ерекшеленсе, өнімділік нашарлайды.
Шеңбердің металлмен ұзақ байланысы кезінде соңғысының бетіндегі температура күрт көтерілуі мүмкін. Бұл әсерді жою үшін тікелей машинадан келетін арнайы салқындатқыштар қолданылады. Жарқырау аймағының пайда болуын болдырмау үшін азықтандыру үнемі жүзеге асырылады. Бұл бөлікте механикалық беріктік төмендейді.
Ағашты өңдеуден бұрын ағашта металл компоненттердің болуын тексеру қажет. Сондай-ақ, аралау үшін дайындаманы бекітуге және біркелкі беруге ерекше назар аударылады.