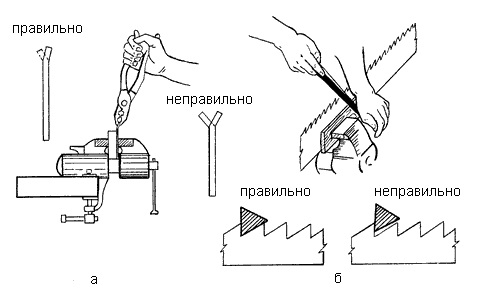
Ағашқа арналған таспаның қызмет ету мерзімі оның қайрау сапасына тікелей байланысты. Ол өз бетінше де, мамандандырылған компаниялардың қызметтеріне жүгіну арқылы да орындалуы мүмкін. Бірінші жағдайда технологиямен және бірқатар мүмкіндіктермен егжей-тегжейлі танысу қажет.
Жолақты ара дизайны
Жолақты ара кескіш құралдар санатына жатады және мамандандырылған ағаш өңдеу жабдықтарының құрамдас бөлігі болып табылады. Бұл жабық таспа, оның сыртқы жиегінде тістері бар.
Өндіріс үшін болаттың арнайы сорттары қолданылады - 9HF, B2F немесе C75. Өндіріс процесінде тістер жоғары жиілікті токтармен өңделеді. Бұл олардың қаттылығын арттырады. Дәл осы факт кесу жиектерінің бөлінуіне және техникалық қызмет көрсетуге әсер етеді. Көбінесе өндірісте болаттың бірнеше түрі қолданылады. Негізгі таспа серіппеден, ал кесу бөлігі вольфрам немесе кобальт көп болатын болаттан жасалған.
Ағаш үшін жолақты араларды қолдану ерекшеліктері:
- ағашқа қойылатын талаптар. Ол неғұрлым қиын болса, пышақ соғұрлым тезірек күңгірт болады;
- орнату шарттары. Кернеу көрсеткішін сақтау керек. Қажетті мөлшерден аз болса, салбырап кетеді. Күшті шиеленіс кезінде тордың сыну ықтималдығы артады;
- мерзімді қайрау. Бұл арнайы машинаны қажет етеді.
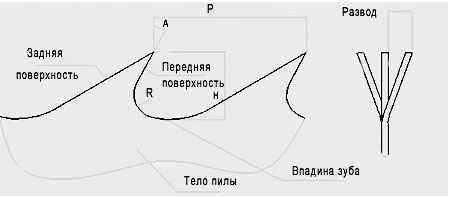
- тіс қадамы. Бұл құрылымның кесу элементтері арасындағы қашықтық. Жалпы мәндер 19, 22 және 25 мм;
- тіс биіктігі. Оның негізінен жоғарыға дейінгі мән;
- бұрыш. Кесу жазықтығын қалыптастыру үшін білу қажет негізгі мән. Ұсталық үлгілер үшін ол 35 ° құрайды. Бөлгіш араларда бұрыш 18°-тан 22°-қа дейін болады. Ағаш өңдеуге арналған құрылымдарда - 10 ° -15 °;
- ажырасу. Пышақтың жалпы жазықтығынан тістің ауытқуын анықтайды.
- классикалық. Пышаққа қатысты тістерді оң және сол жаққа кезектесіп иілу;
- тазалау. Бірінші және екінші тістер оңға және солға ауытқиды, ал үшіншісі өзгеріссіз қалады. Бұл әдіс қатты жыныстарды өңдеуге арналған аралар үшін қолданылады;
- толқынды. Әрбір тіс үшін сымның бұрышы жеке. Нәтижесінде олар толқынға ұқсайтын кескіш жиекті құрайды. Электр сымдарының ең қиын түрі.
- Эмери төмендейді. Бұл кезде кесу жиегі бар алдыңғы жиек өңделеді.
- Депрессияда кесіндінің қалыптасуы. Бұл кенептен шықпай орындалады. Бұл кезең микрожарықтар мен бұзушылықтарды жоюға мүмкіндік береді. Маңызды сәт - тордың деформациясының негізгі себебі болып табылатын беттік керілуді азайту.
- Шеңбер жоғары жылжиды. Тістің артқы жағы мен оның кесу жиегі өңделеді.
- Роликтер көлденең және тігінен туралануы керек
- Ролик араны бос күйінен машина түріне байланысты өндіруші көрсеткен мөлшерден артық итермеуі керек.
- Араның артқы жағы шығыршықты тоқтату ілгегінен бастап машина түріне байланысты өндіруші көрсеткен мөлшерден аспауы керек.
- Ағаш кесуге арналған таспа құрылғылары 40-тан 46 HRC қаттылығына ие легирленген аспаптық болаттан жасалған.
- Таспалы құралдарға арналған кесудің ені (керф) дискідегі аналогтарға қарағанда әлдеқайда аз. Арзан ағаш кесу кезінде бұл сәт соншалықты байқалмайды, бірақ ағаштың бағалы және экзотикалық түрлерін кесу кезінде бұл өте маңызды.
- Машина кез келген өлшемдегі дайындамаларды кесуге болады. Сонымен қатар, жолақ құралы жылдам жұмыс істейді және жоғары сапалы кесінді жасайды.
- Араның бұл түрін пайдаланған кезде қалдықтар (чиптер, үгінділер) өте аз болады.
- Классикалық әдіспен тістер қатаң тәртіпте оңға және солға бүгіледі.
- Тазалау әдісімен тістердің әрбір үштен бір бөлігі бастапқы орнында қалады. Бұл әсіресе қатты ағаштарды кесуге арналған құрылғылар үшін оңтайлы.
- Толқынды сымдармен әрбір тіске жеке иілу мөлшері беріледі. Бұл жағдайда веб-профиль толқын пішінін алады. Бұл әдіс ең қиын.
- Хирургиялық араласудың қажеттілігі визуалды түрде анықталады. Бұл ретте тістердің күйіне және кесу қабырғаларының сапасына (мысалы, олардың кедір-бұдырының жоғарылауы) назар аудару керек.
- Таспа құралының нүктесіне арналған шеңберлер тістердің қаттылық дәрежесіне қарай таңдалады. Аспаптық болаттан жасалған арматурамен жұмыс істеу үшін корунд дискілері қажет. Биметалл аралар боразон немесе алмаз дөңгелектерінде өткірленеді.
- Таспалы құрылғыларға арналған эмеридің пішіні олардың параметрлері негізінде таңдалуы керек. Белгілі шеңберлер шыныаяқ, профиль, ыдыс тәрізді, жалпақ.
- Операцияны орындамас бұрын араны бұрап алып, оны осы күйде шамамен 10-12 сағатқа қалдыру керек.
- Тістердің профилі бойынша металды алу біркелкі болуы керек.
- Ұштағышқа шамадан тыс қысымды тоқтату керек. Бұл күйдіруге әкелуі мүмкін.
- Пышақтың профилі және тістердің биіктігі өзгеріссіз қалуы керек.
- Жұмыс кезінде сұйық салқындату қамтамасыз етілуі керек.
- Тістерде бөртпе пайда болмауы керек.
- Бұл ең жоғары сапалы, операция автоматты машинада жүзеге асырылады.
- Пішіні бойынша дәл таңдалған Эльборовы эмери бір қозғалыста іргелес тістердің ілеспе жазықтықтарымен бір уақытта тіс аралық қуысының бүкіл бетін өтеді.
- Тістердің үстіңгі жағындағы бұрыштардың пайда болуы толығымен жойылады.
- Мұндай қайраудың салыстырмалы минусы - әртүрлі профильдері бар кенептерге арналған шеңберлердің тиісті санының болуы қажеттілігі.
Соңғы тармақты жүзеге асыру таспа құрылымының қызмет ету мерзімін арттырады. Дегенмен, қайрауды өз бетіңізше жасау қиын - дұрыс сымды таңдау керек, пышақтардың бұрышын сақтау керек.
Пайдаланылған араны сатып алғанда, пышақтағы жөндеу дәнекерлеулерінің болуына назар аудару керек. Олар құралдың жиі ақауларын көрсетеді.
Кесу бөлігінің пішіндері және қайрау бұрышы
Бірінші кезеңде жолақты араның түрі анықталады. Негізгі көрсеткіш - тістердің пішіні. Осы параметрге байланысты олар бөлгіш, ағаш ұстасы немесе бөренелерді аралауға арналған болып бөлінеді. Бастапқы геометрия мен сымның бұрышын өндіруші анықтайды. Бұл деректерді компоненттерді сатып алу кезеңінде білу ұсынылады. Олар машинаның параметрлерін анықтау үшін қажет.
Қатты ағаштар үшін тегістеу бұрышы ең аз болуы керек. Бұл дайындаманың материалы мен металдың оңтайлы байланысын қамтамасыз етеді. Егер сіз жұмсақ сорттарды өңдеуді жоспарласаңыз, өңдеу жылдамдығын арттыру үшін үлкен рейк бұрышы бар үлгілерді пайдалануға болады.
Кесу жиегін өздігінен жаңартудың анықтаушы параметрлері:
Машинада жұмыс аяқталғаннан кейін, ең дұрысы, бұл сипаттамалар өзгеріссіз қалуы керек. Әрбір модель үшін өндіруші максималды ауытқу мәнін анықтайды. Егер жұмыс кезінде оған қол жеткізілсе, жаңа үлгіні сатып алу қажет.
Кесу құралдарының кейбір түрлерінде резонансты жою үшін тістердің ауыспалы қадамы жасалады. Бұл қолмен қайрауға әсер етпейді, бірақ автоматтандырылған қайрау кезінде параметрлерді мұқият орнатуды талап етеді.
Жолақты ара сымдары

Кесу жиегін қалыптастырмас бұрын, тістерді дұрыс орнату керек. Жұмыстың барлық кезеңінде тұрақты жүктемелерге байланысты олардың орналасуы өзгеруі мүмкін. Сондықтан алдымен геометрия реттеледі, содан кейін қайрау.
Сымдар - негізгі пышақ жазықтығына қатысты тістердің иілуі. Бұл процедура тек арнайы машинада орындалады. Таспаның бүкіл ұзындығы бойынша үлкен сәйкессіздіктер болған жағдайда, тордың мерзімінен бұрын бұзылуы немесе сынуы мүмкін. Сондықтан, бұған дейін сымның түрін шешу керек.
Көлбеу бұрышы түпнұсқаға сәйкес келуі керек. Сымдардың түрі де ескеріледі, ол келесідей болуы мүмкін:
Иілу кезінде бүкіл тіс деформацияланбайды, тек оның бір бөлігі ғана. Жиі ауытқу жалпы биіктіктің 2/3 бөлігінде орын алады.
Ажырасудың орташа мәні 0,3-тен 0,7 мм-ге дейінгі мәндермен шектеледі. Бұл ағашқа арналған жолақты аралардың стандартты үлгілеріне қатысты.

Тегістеу шеңберінің түрін дұрыс таңдау маңызды. Ол жолақты ара жасалған болат маркасына сәйкес келуі керек. Корунд дөңгелектері аспаптық болат конструкциялар үшін қолданылады. Биметалдық үлгілердің кесу қасиеттерін жақсарту қажет болса, CBN немесе алмас дөңгелектерін пайдалану керек.
Техникалық мүмкіндіктерге байланысты толық профильді өңдеуді немесе әрбір кесу бөлігін бөлек орындауға болады. Бірінші жағдайда сізге бұрыштық шеңбер қажет болады, оның соңы арамен бірдей пішінге ие. Екінші нұсқа үшін әрбір тіс өңделеді.
Сізге алдымен машина қажет болады. Ол дискінің айналу жылдамдығын реттеу және оның құралға қатысты орнын өзгерту функцияларына ие болуы керек. Пышақты арнайы жақтауға бекіткеннен кейін мұндай әрекеттерді келесі нұсқауларға сәйкес орындау керек.
Дәл осындай әдіспен барлық басқа тістер жаңартылады. Кіру және шығу бұрыштары барлық жерде бірдей болуы маңызды. Әйтпесе, геометрия бөліктердің бірінде ерекшеленсе, өнімділік нашарлайды.
Шеңбердің металлмен ұзақ байланысы кезінде соңғысының бетіндегі температура күрт көтерілуі мүмкін. Бұл әсерді жою үшін тікелей машинадан келетін арнайы салқындатқыштар қолданылады. Жарқырау аймағының пайда болуын болдырмау үшін азықтандыру үнемі жүзеге асырылады. Бұл бөлікте механикалық беріктік төмендейді.
Ағашты өңдеуден бұрын ағашта металл компоненттердің болуын тексеру қажет. Сондай-ақ, аралау үшін дайындаманы бекітуге және біркелкі беруге ерекше назар аударылады.
ТАСАҚАЛЫҚ АРАҒА ПАЙДАЛАНУ НҰСҚАУЛАРЫ
АҒАШ МИЗЕРЛІК АРА ПАЙДАЛАНУ НҰСҚАУЛАРЫ
Wood-MAIZER арасы жоғары көміртекті болаттан жасалған және кесілген жердегі араның максималды тұрақтылығын қамтамасыз ететіндей термиялық өңдеуден өткен, сондықтан біздің компания WOOD-MAIZER арасын пайдалануды ұсынады, алайда кез келген оң сапаның жанама әсерлері болуы мүмкін емес. Сондай-ақ WOODMAIZER аралары бар. Олар операторлар мен қайраушылар тарапынан қатал қатынасты талап етеді.
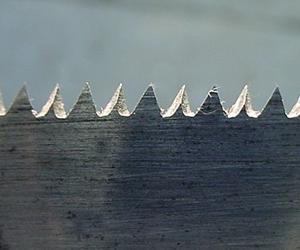
1 ҚАДАМ ТІС ПЫШЫҒЫ
Пышақтың қадамы - екі көршілес тістің төбесінің арасындағы қашықтық. Wood-MIZER қалақтары үшін ол 22,0 мм. Тістің қадамы тұрақты және қайрау процесінде өзгермейді.
Тіс биіктігі – тіс аралық қуыстың табаны мен тістің үстіңгі бөлігінің арақашықтығы. Тіс аралық ойықтың болуына байланысты аралау кезінде пышақтың жұмыс аймағынан үгінділер жойылады. Тістің биіктігі аралау процесінде тіс аралық ойыққа жиналған үгінділерді кетіруді қамтамасыз ету үшін жеткілікті болуы керек.
WOOD-MIZER қалақтарының тістерінің биіктігі аралаудың кез келген түрі үшін оңтайлы. Пышақты қайрау кезінде тістің биіктігі төмендейді. Тістің қажетті биіктігін сақтау үшін тістің биіктігі 4,8 мм болғанша тістер арасындағы ойықты тереңдету қажет. Осы бөлімнің соңындағы 1-кестені қараңыз.
Биіктігі 4,8 мм тістері бар жүздер. аралаудың барлық түрлерінде қолданылады. Биіктігі 4,0 мм тістері бар қалақтар негізінен мұздатылған, қатты ағаштарды аралау үшін қолданылады. Биіктігі 4,3-6,4 мм тістері бар қалақтарды өте жұмсақ ағаштарда қолдануға болады.
3 ӨШІРУ БҰРШЫ
Қайрау бұрышы, қайрау дәрежесі және тістің орнатылуы пышақ жұмысына әсер ететін ең маңызды факторлар болып табылады. Осы факторлардың барлығы кесу сапасына және ағаш кесу зауытының өнімділігіне әсер етеді.
Қайрау бұрышы – тіс ұшының вертикальдан ауытқу бұрышы. Қайрау бұрышының болуына байланысты тіс ағашқа «ілгектерге» түседі. Пышақтың өзі үгінділерді тиімді шығара алатындай, тіс ағашқа жеткілікті терең енуі керек. Егер қайрау бұрышы берілген ара беру жылдамдығы үшін тым үлкен болса, бұл дірілге және нәтижесінде кесу сапасының нашарлауына әкелуі мүмкін. Кішкене қайрау бұрышымен тіс ағашқа жеткілікті тереңдікке кірмейді, бұл аралау кезінде қосымша жүктемелерге және кесу сапасының нашарлауына әкелуі мүмкін.
Қайрау бұрышы өңделетін ағаш түріне және машинаның өнімділігіне байланысты. Әдетте, қайрау бұрышы кішірек болса, аралау станоктарының өнімділігі соғұрлым төмен болады.Секцияның соңындағы 1-кестені қараңыз.
4 СОҢҒЫ БҰРЫШ
Түйсік бұрышы – тістің бүйір бөлігінің жүздің өзіне қатысты ауытқу бұрышы.
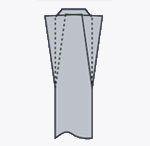
Тістің деформацияланбаған күйінде соңғы бұрышы 90 градус болады. Пышақты таратқанда, бүйір бұрышы бірнеше градусқа өзгеріп, 90 градустан асады.
5 ТІС ЖИНАҒЫ
Тісті орнату пышақтың кесу өнімділігіне әсер ететін маңызды фактор болып табылады.
Тіс жинағы – қалақ жазықтығына қатысты берілген бұрышта тістің ауытқуының сызықтық мәні. Тістердің жиынтығы неғұрлым көп болса, соғұрлым кесу кеңейеді және аралау кезінде қолдану үшін күш жұмсалады.
1-кестені қараңыз. Ұсынылатын тіс параметрі әдетте 1,1 мм қалақтар үшін 0,5 - 0,55 мм болып табылады. Қатты табалдырықтармен және мұздатылған ағашпен жұмыс істегенде, орнату мөлшері 1,1 мм жүздер үшін 0,4 - 0,45 мм диапазонында болуы керек. Жұмсақ ағаштармен жұмыс істегенде үлкен параметр қолданылады (1,1 мм жүздер үшін 0,55 - 0,6 мм).
Есіңізде болсын, тістерді қайрау және олардың биіктігін азайту кезінде жиынтық та азаяды және пышақ тістерін орнату қажет.
WOOD-MIZER арасы бастапқыда барлық дерлік негізгі бәсекелестеріне қарағанда әлдеқайда қатты болу үшін жасалған, сондықтан ол басқа араларға қарағанда төмен кернеу кезінде тұрақтылығын жоғалтпайды, ал кернеу неғұрлым төмен болса, пышақ пен пышақтағы кернеу азырақ болады. , нәтижесінде оның сыну ықтималдығы азырақ.
Ағаш кескіште пышақтың керілуін дұрыс орнату үшін келесі әрекеттерді орындаңыз:
Мүмкін болатын ең аз кернеуде кесу қажет (150 - 170 атм.) Бұл араның қызмет ету мерзімін ұзартады.
Араға артық төлем жасамай, жоғары сапалы ағаш алу үшін бірқатар қарапайым талаптарды орындау қажет:
а) Шкивтердегі белдіктердің жағдайын бақылау қажет, екі белдік бір арадан арзанырақ, сондықтан сіз оларды аздап жиі ауыстыра аласыз және араларға мүлдем теңдесі жоқ ақша үнемдей аласыз. Ара полотносының металдан өтуіне мүлдем жол берілмейді, егер бұл орын алса, ара бір сағат бойы тұрмайды.
б) Ара дискісін шығырлардағы дұрыс туралау маңызды: тістің түбірінен шығырдың шетіне дейінгі қашықтық машина түріне байланысты әр түрлі болуы мүмкін.
c) Бағыттаушы роликтерді дұрыс туралаңыз:
г) Араны айналдырғанда тістің пішінін үлгімен дәл қайталау керек.
e) Веб макети орындалатын жұмысқа сәйкес болуы керек, өйткені веб,
диаметрі 30 см болатын бөренелерді сенімді түрде аралау бірдей сәтті кесуге болмайды
диаметрі 60 см бөрене, өйткені кесілген үгінділердің көлемі шамамен екі есе үлкен.
f) Дұрыс аралау дискісін майлауды таңдаңыз. Оңтайлы майлаушы 50% дизельдік отын мен 50% шынжырлы шина майының қоспасы (-15°С төмен температурада аралау үшін). Бұл қоспаны араға жұқа қабатпен бүрку арқылы жағу керек. Майлау көп болмауы керек, бір спрей біраз уақытқа жеткілікті. Майлауды қолданғаннан кейін жоғалған дыбыстың қалай қайтарылатынын көбірек майлау уақыты келгенін оңай байқайсыз. Майлауды араның екі жағына түсетіндей етіп жағыңыз. Майлау материалын пайдалану үгінділерден және оларға түсетін судан «гүлденетін» тақталардың санын азайтуға мүмкіндік береді.
ж) АРАЛАУДЫ ТОҚТАТҚАН СЕБЕБІҢІЗ АРАЛАРДЫ ШЫҒАРЫҢЫЗ
Аралау процесінде ара дискілері ҚЫЗЫП, нәтижесінде ұзындығы артады. Пышақтар салқындаған сайын, олар бастапқы өлшеміне дейін кішірейеді және бұл процесте пышақта шамадан тыс кернеулер пайда болады. Сонымен қатар, екі шығырдың пішіні туралы жады арада қалады, бұл араның қызмет ету мерзімін ұзартпайды.
Сонымен қатар. шкивтердегі белдіктер мыжылған болып шығады, бұл оларды біріншіден, дөңгелек емес етеді және араға қосымша діріл қосады, екіншіден, белдіктегі «дөңес» кептеледі, бұл араның шкивтердің ортасында орналасуын қамтамасыз етеді. .
АРАҢЫЗДЫҢ ДҰРЫС ОРНАТУЫН ҚАЛАЙ БІЛУГЕ БОЛАДЫ?
Ара полотносы мен ол кесетін ағаш арасында 65-70% үгінділер мен 30-35% ауа қоспасы болған кезде ажырасуды оңтайлы деп санауға болады. Араның дұрыс орнатылғанының сыртқы көрінісі, ол үгінділердің шамамен 80-85% кесілген жерден лақтырады.
Ара параметрі жеткіліксіз болған жағдайда, тақтаның бетінде тығыз басылған ыстық үгінділер қалады, ара үшін бұдан жаман нәрсе туралы ойлау мүмкін емес. Үгінділер ыстық немесе суық емес, жылы болуы керек.
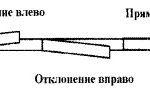
Тым алыс орнатылған ара дірілдеп кесіп кетуі мүмкін, ал тым алыс орнатылмаған ара толқындайды.
Егер сіз диаметрі 30 см бөренелерді жақсы жылдамдықпен аралап жатсаңыз және үгінділер ұстағанда жылы болса, онда диаметрі 60 см болатын бөренелерді бірдей параметрмен аралауға тырыспаңыз, өйткені оны алып тастауға тура келеді. кесілген үгінділер екі есе көп, яғни параметрді арттыру керек (шамамен 20%).
Қорытынды: бөренелерді кесу алдында қалыңдығы бойынша сұрыптау керек.
Тағы бір өте маңызды жайт: тістің тек жоғарғы үштен бір бөлігін ғана кесу керек, тісті түбірдің астына бөлмеу керек, аралау процесіне тістің ең жоғарғы жағындағы өткір бұрышты ғана қосу керек.
Сіз кесіп жатқан ағаш неғұрлым жұмсақ болса, ажырасу соғұрлым көп болуы керек екенін ұмытпаңыз.
Араны 4-5 сағат бойы еркін салбырағаннан кейін инверттелген күйде металды ең аз алып тастаумен (қажет болса, бірнеше рет) қайрау керек, содан кейін қабығын тазартып, көбейту керек.Негізгі ереже: ең жақсы ажырасуды сіз эксперименталды түрде аласыз; есептеңіз.
Қайрау құрылғыңыздағы индикатор жұқа құрылғы екенін ұмытпаңыз. Оны қалпына келтіру үшін ештеңе қажет емес. Ол өте қарқынды режимде жұмыс істейді, өзіңіз бағалаңыз: араңызда шамамен 220 тіс бар. Араны 15 рет қайрайсың, араның өмір бойына; индикатор кем дегенде 3,5-4 мың рет орнатылған кезде жұмыс істейді (көбінесе тісті бірнеше қадаммен орнатуға тура келеді). Бұл мысалды еске түсіру үшін берілген. индикатор уақыт өте келе тозады және сол оның орнатылуын жиі тексеріңіз .
Кесу сапасы көп жағдайда араңыздың тістерінің пішініне байланысты екені бірнеше рет дәлелденді. Тістің пішіні әзірленіп, тексерілді
жылдарға созылады және бұл эксперименттерді қайтадан өткізу ұсынылмайды. Сондықтан араның үлгісін (30 сантиметр) алып, араны қайраған сайын тістің пішінін бақылаған жөн.
МҮМКІН АРАУ МӘСЕЛЕЛЕРІН ҚАЛАЙ ШЕШУГЕ БОЛАДЫ
1. Бөренеге кірген кезде ара секіріп, тақтайшаны алып тастағанда қылыш тәрізді қисық болады. Бұл, ең алдымен, тістің қайрау бұрышының тым үлкен болуына және жинақтың жеткіліксіз болуына байланысты. Тісті қайрау бұрышын бір-екі градусқа азайтып, ажырасуды 2-3 мыңнан ұлғайтуға тырысыңыз; жағына.
2. Бөренеге кірген кезде ара жоғары секіреді және бөрененің соңына дейін дәл кеседі, содан кейін ол төмен түседі. Бұл құбылысты «сығу» немесе «сығу» деп атайды, яғни олар: ара сығылған деп айтады. Бұл, ең алдымен, тісті қайраудың тым үлкен бұрышынан туындауы мүмкін. Қайрау бұрышын бірнеше градусқа азайтып көріңіз.
3. Ара төмен түсіп, содан кейін тура кеседі. Бұл бірнеше себептерге байланысты болуы мүмкін, мысалы, араның доғал болып қалуы, бірақ, ең алдымен, бұл құбылыстың себебі араны қайрау бұрышының жеткіліксіздігі болып табылады, бұл өз кезегінде қайраушының тасты уақтылы толтырмаңыз, пышақты мұқият тексеріңіз, егер пішін тіс сізге идеалды болып көрінсе, онда сіз тістің қайрау бұрышын бірнеше градусқа арттыруыңыз керек.
4. Ара «сүңгірейді» және тақтаны алып тастаған кезде ол қылыш тәрізді қисайып кетеді. Бұл, ең алдымен, өткір бұрыштың жеткіліксіздігінен және бір уақытта жеткіліксіз сымдардан туындауы мүмкін. Кенепті мұқият қараңыз, егер тістің пішіні сізге мінсіз болып көрінсе, онда сіз қайрау бұрышын бірнеше градусқа арттырып, оны әр жағынан 2-3 мыңнан ұлғайтуыңыз керек.
5. Кесу толқындармен келеді. Егер ара өткір болса, бұл тым аз жинаққа байланысты, индикатор бойынша жиынтықты әр жағынан 0,006-0,008 дюймге арттырыңыз.
6. Тақтада тым көп үгінділер қалды және ол қолмен ұстаған кезде босап қалады. Бұл, ең алдымен, тым көп орнатудан туындауы мүмкін және мұқият қарасаңыз, тақтада «тіс белгілері» деп аталатын тән сызаттарды көресіз. Сіз бұрын болжағандай, араның таралуын сәл азайтуыңыз керек.
7. Ара полотносында үгінділер «айналады». Бұл араның жеткілікті түрде сұйылтылмағандығынан және кесілген жерде ауаның жеткіліксіздігіне байланысты, ара дискісі үгінділерге үйкеледі, ол қызады және ағаш шаңы араға күйеді. Жиынтықты индикатордың әр жағына 0,005 дюймге арттырыңыз.
8. Тістің үстіңгі бетінде үгінділер «домаланады», бірақ араның бетінде бұл болмайды. Бұл қайрау сапасының нашарлығымен (тым көп берілу немесе металды тым көп алу және соның салдарынан тіс қуысындағы бет сапасының төмендігі) немесе тістің тым жоғары қайрау бұрышы немесе пышақтың жалғасуы. ол әлдеқашан түтіккеннен кейін көрді.
9. Тақтадағы үгінділер қысылған және ұстағанда ыстық. Жиын жеткіліксіз, индикатор бойынша жиынтықты әр жағынан 0,003 дюймге арттыру керек. Айқындау бұрышын азайтыңыз.
ОРНАЛМАҒАН АРАМЕН АРА АРАУ ОНЫ ЖЫРТУДЫҢ ЕҢ ТЕЗ ТӘСІЛІ ЭКЕНІН ҰМЫТПАҢЫЗ.
10. Ара артқы жағынан жарылған. Себебі бос жүргіштердің артқы тоқтаулары пышақтың артқы жағынан тым алыс. Пышақтың артқы жағынан бағыттаушы роликтің тоқтауына дейінгі қашықтық машинаның түріне байланысты артқы жағында көрсетілген мәннен аспауы керек.
11. Жаңа, қайта қайралмаған ара тіс қуысында жарықтар. Көбінесе бұл пышақтың өзі істегісі келетін жұмыс үшін жеткілікті жұқармауынан (негізгі аралау ережелерінің 4-тармағын қараңыз) немесе пышақты күңгірттенгеннен кейін аралауды жалғастырудан туындайды немесе одан кейін болуы мүмкін. бірінші кесу, егер бөрене құмда жеткілікті түрде «орамалды» болса.
12. Қайта қайрағаннан кейін пышақ тіс қуыстарындағы жарықтармен жабылған. Қайта қайрау кезінде бір уақытта тым көп металды алып тастады, нәтижесінде тіс беті қайта тегістелді. Немесе бұл тістің геометриясының өзгеруіне байланысты. Ешқашан қайралмаған араға пышақтың бір бөлігін бекіту арқылы тістің геометриясын бастапқыда болғанмен салыстырыңыз.
Ағашқа арналған қайрау таспалы аралары: профиль, тістер және қайрау бұрышы. Құралдың орналасуы және қайрау әдістері
Таспалы аралар әртүрлі материалдарды, соның ішінде қаттылық деңгейі әртүрлі ағаштарды кесуге арналған. Олардың жұмыс бөлігі тістері бар жабық болат таспа болып табылады.
Арнайы шеберханаларда қайрау таспалы аралардың бағасы салыстырмалы түрде төмен. Бірақ көбінесе тапсырысты орындау жылдамдығы мен сапасы көңіл көншітпейді. Осыған сүйене отырып, жұмысты өз бетімен жасауға болады.

Жолақты аралар мерзімді қайрауды қажет етеді.
Таспалы аралардың конструкциялық ерекшеліктері
Назар аударыңыз!
Машина әрқашан тұрақты және тиімді жұмыс істеуі үшін оған техникалық қызмет көрсетуге үлкен жауапкершілікпен қарау керек.
Ағашқа қайрау және сым жолақты араларды уақтылы және сауатты түрде жүргізу керек.
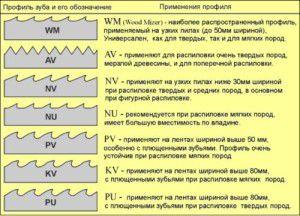
Профиль, тістер және қайрау бұрышы
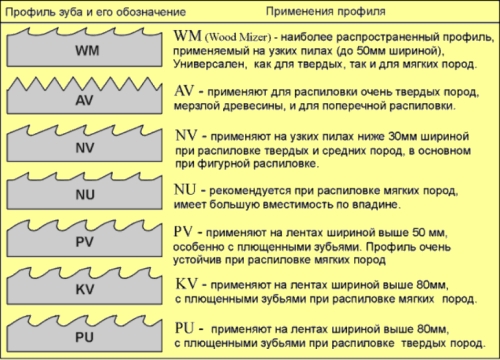
Тіс профильдерінің халықаралық классификациясы.
Таспалы құрылғыларда әртүрлі тіс геометриясы бар, ол кесілетін материалдардың түріне және сипаттамаларына байланысты. Ағашқа арналған құрал ағаш ұстасы және бөлу болуы мүмкін. Ағаш, бөренелерді аралауға арналған үшінші түрі бар. Барлық осы кіші түрлердің өз параметрлері мен тістердің пішіні бар.
Ағашқа арналған жолақты аралардың қайрау бұрышын өндіруші бірнеше нүктелер негізінде таңдайды. Ең бастысы, материал неғұрлым қатты болса, соғұрлым тырма бұрышы аз болуы керек. Төменде аралардың негізгі параметрлері бар кесте берілген.
Құрылғыны жұмысқа дайындау
Құралды үздіксіз пайдалану барысында кесу жиегінің сапасының төмендеуі сөзсіз. Ол доғалдайды, ал асыл тұқымды тістердің ені азаяды. Осыған сүйене отырып, ағашқа арналған араны қайрау және оның сымдары жолақты араға қызмет көрсетудің қажетті құрамдас бөлігі болып табылады.
Айта кету керек, тістерді орнату оларды қайрау алдында жүргізілуі керек, керісінше емес.
Құралдың орналасуы

Кесетін станокты қолдану.
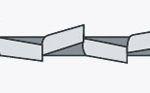
Сымдар - тістерді бүйірлеріне бүгу процесі. Бұл операция ара дискі дайындамаға қысылмауы үшін, сондай-ақ жұмыс кезінде үйкелісті азайту үшін қажет.
Асыл тұқымды өсірудің 3 негізгі түрі бар.
Назар аударыңыз!
Сымдарды төсеу кезінде сіз бүкіл қалампырды бүгуге болмайды, бірақ оның тек үштен немесе үштен екі бөлігін жоғарыдан бүгіңіз.
Өндіруші компанияларға иілу диапазоны 0,3-0,7 мм болатындай етіп операцияны орындау ұсынылады.
Жұмыс мамандандырылған асылдандыру құралының көмегімен жүзеге асырылады.
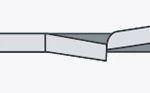
Араның қайрауы
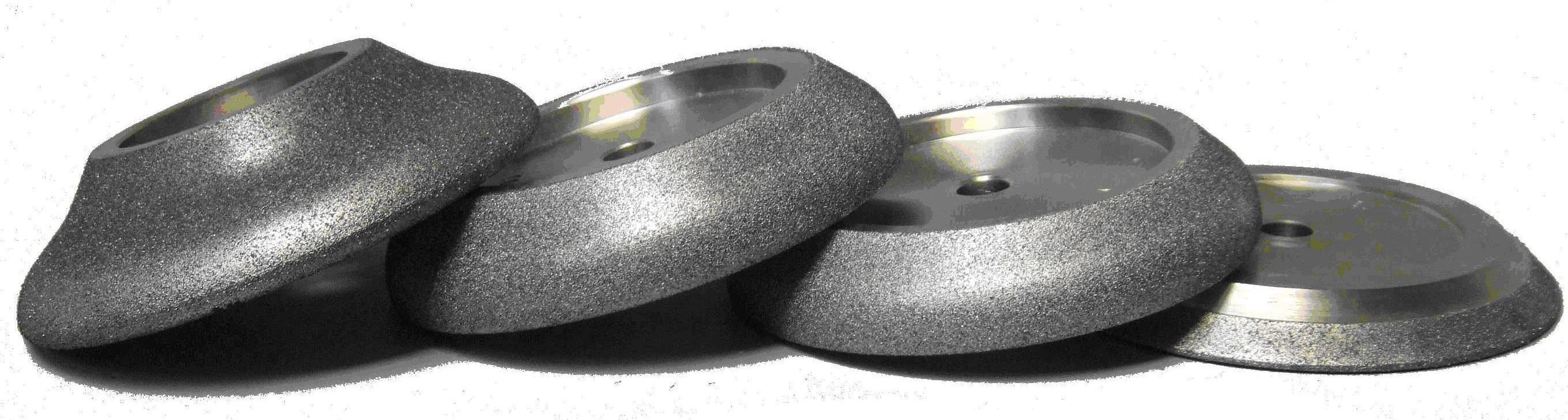
Әртүрлі пішіндегі Эльбор шеңберлері.
Ағаш немесе таспа құралдары үшін ара дискісін қайрау алдында, арматуралардың зақымдануы (соның ішінде сынуы) оқиғаларының 80%-дан астамы жұмыс нормаларын сақтамау салдарынан болатынын есте сақтаңыз.
Құралға қолмен техникалық қызмет көрсету.
Ағаштағы араны қайрау схемасы келесі ережелерді ескеруі керек.
Назар аударыңыз!
Ағашқа жолақты араларды қайрауға арналған теориялық нұсқаулық оны тістердің алдыңғы жағында немесе артқы жағында да, алдыңғы жағында да жасау керек екенін хабарлайды.
Нақты өмірде мамандар мен әуесқой шеберлердің көпшілігі операцияны тек артқы жағында орындайды, өйткені. бұл ыңғайлырақ.
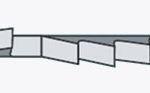
Қайрау әдістері
Фотосуретте автоматты толық профильді нақтылау көрсетілген.
Құралды жұмысқа арнайы қайрау құрылғыларын (мысалы, әртүрлі материал мен пішіндегі шеңберлері бар машиналар) немесе қолмен дайындауға болады. Ағаштағы араны дұрыс қайраймас бұрын, осы операцияның негізгі әдістерін үйрену керек.
Бірінші әдіс - толық профильді қайрау.
Жиекті құрал.
Екінші әдіс - тістердің шеттерін қайрау.
Мұны қолмен де, кәсіби машинаны пайдалану арқылы да жасауға болады.
- Машинаны таңдағаннан кейін қолданылатын шеңберді шешу керек. Ол әдетте тегіс. Арнайы қайрау құрылғыларына мұндай жұмыс көп болған кезде ғана жүгіну керек.
- Тұрмыстық жағдайда қайрауды өз қолыңызбен - қарапайым механикалық зімпарада немесе гравердің көмегімен жасаған дұрыс. Операция кезінде жеке қорғаныс туралы ұмытпаңыз және қолғап, маска немесе арнайы көзілдірік қолданыңыз.
- Сізде және сіздің көршілеріңізде гравюр, станок, эмери болмаған кезде, дәстүрлі халық әдісімен - ине файлын қолданып, таспа араны қайрауға болады.
- Егер станок арматураны қайрау үшін пайдаланылса, дөңгелектің араға қатысты дұрыс күйде екенін анықтау үшін операцияны бастамас бұрын оны тексеру керек.
- Барлық микроскопиялық жарықтардың жойылуына кепілдік беру үшін синустардан мұндай болат қабатын алып тастау қажет.
- Егер ара өндіруші рұқсат еткен мерзімнен ұзақ уақыт бойы техникалық қызмет көрсетусіз пайдаланылса, бір қайрау кезінде алынатын металл мөлшерін көбейту керек.
- Операция нәтижелерін бақылау үшін әрқашан жаңа өнімді сілтеме ретінде пайдаланыңыз.
- Тістердің пішіні мамандар әзірлеген және тексерген сипаттама болып табылады. Оны өзгерту арқылы сіз дайындамаларды тиімді өңдей алмайсыз. Осыған сүйене отырып, қайрау тістердің пішіні мен пышақтың профилі түпнұсқалық, зауыттық күйінде қалуы үшін жасалуы керек.
- Пайдалану және техникалық қызмет көрсетудің барлық ережелерін сақтай отырып, таспа құралы ені бастапқы құнының 65 пайызына дейін тозғанша сізге адал қызмет етеді.
- Ара тістерінің күйген синустары. Бұл тегістеу дискімен жұмыс істегенде шамадан тыс күш жұмсау салдарынан орын алады. Бұл ақау тістердің өте тез түтіккендігіне әкеледі.
- Тістің оңтайлы емес бұрышы және синустардың дұрыс емес, бұрыштық пішіні.
- тегістеу станогының эксцентрикін бұзу;
- машина басының көлбеу бұрышының дұрыс орнатылмағаны.
- тегістеу дискінің сауатсыз таңдалған профилі.

Граверамен жұмыс.

Дұрыс емес жұмыстың нәтижесі - құралдың тістері күйіп қалады.
Назар аударыңыз!
Әуесқой шеберлер арасында өңдеу кезінде пайда болатын бөртпелерді жоюдың ерекше қажеттілігі жоқ деген пікір кең таралған.
Бұл түбегейлі дұрыс емес, сондықтан кенепте микроскопиялық жарықтар пайда болуы мүмкін.
Жұмыс аяқталғаннан кейін таспа құрылғысын ағаш шырынынан, үгінділерден, шайырдан дереу тазалау керек. Техникалық қызмет көрсетуді бастамас бұрын, құралды мұқият тексеру керек, әйтпесе шеңберді бітеп тастаңыз. Бұл қайрау тиімділігінің айтарлықтай төмендеуіне әкеледі.
Жалпы қателер
Бұл қайрау нәтижесі бірнеше қателерге байланысты мүмкін:
Ағаш араны дұрыс қайрмас бұрын, оны қалай жасау керектігін үйрену керек. Бірнеше қызмет көрсету әдістері бар. Олар араның түріне, оның профиліне, тістердің пішініне байланысты. Осы мақаладағы бейне сізді өз тақырыбы бойынша хабардар етуді жалғастырады.
- ЖШС бас директорын тағайындау туралы бұйрық үлгісі Бас директор ЖШҚ-да жалғыз атқарушы органның рөлін атқарады. Ол компанияның негізін қалаушылардың бірі немесе сырттан шақырылады. Заң бұл мәселені шешуді серіктестікке қатысушылардың еркіне қалдырады. Бірақ ол егжей-тегжейлі реттейді [...] Ресей Федерациясының заңнамалық базасы Тегін консультация Федералдық заңнама олардың түрі мен жоғалу жағдайлары. Маңызды қағаздар жоғалған, ұрланған, бүлінген жағдайда, тиісті өтініш жазу және хабарласу қажет [...]
- Бухгалтер үшін онлайн журнал 2018 жылдың 1 мамырынан бастап балалар жәрдемақысы: жаңа өлшемдер Оның мәні өткен жылдың 2-тоқсанындағы ең төменгі күнкөріс деңгейіне тең болады, яғни. 11 163 рубль Бұрынғымен салыстырғанда […]