Masa pakai gergaji pita untuk kayu secara langsung bergantung pada kualitas penajamannya. Ini dapat dilakukan baik secara mandiri maupun dengan menggunakan layanan dari perusahaan khusus. Dalam kasus pertama, Anda perlu membiasakan diri secara detail dengan teknologi dan sejumlah fitur.
Desain gergaji pita
Gergaji pita termasuk dalam kategori alat pemotong dan merupakan bagian integral dari peralatan pertukangan khusus. Ini adalah selotip tertutup, di tepi luarnya terdapat gigi.
Untuk pembuatan, nilai baja khusus digunakan - 9HF, B2F atau C75. Selama proses pembuatan, gigi dirawat dengan arus frekuensi tinggi. Ini meningkatkan kekerasan mereka. Fakta inilah yang memengaruhi pemisahan cutting edge dan perawatan. Seringkali, beberapa jenis baja digunakan dalam pembuatannya. Sabuk utama terbuat dari pegas, dan bagian pemotongan terbuat dari baja dengan kandungan tungsten atau kobalt yang tinggi.
Fitur penggunaan gergaji pita untuk kayu:
- kebutuhan kayu. Semakin keras, semakin cepat bilah menjadi tumpul;
- kondisi pemasangan. Indikator ketegangan harus diperhatikan. Jika kurang dari yang dibutuhkan, kendur akan terjadi. Dengan ketegangan yang kuat, kemungkinan putusnya jaring akan meningkat;
- penajaman berkala. Ini akan membutuhkan mesin khusus.
- jarak gigi. Ini adalah jarak antara elemen pemotongan struktur. Nilai umum adalah 19, 22 dan 25 mm;
- tinggi gigi. Nilai dari dasar ke atas;
- sudut. Nilai utama yang perlu Anda ketahui untuk membentuk bidang pemotongan. Untuk model pertukangan adalah 35 °. Dalam membagi gergaji, sudutnya adalah dari 18° hingga 22°. Dalam struktur untuk memproses kayu - 10 ° -15 °;
- perceraian. Menentukan penyimpangan gigi dari bidang umum bilah.
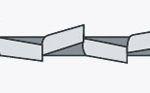
- klasik. Pembengkokan gigi secara bergantian relatif terhadap bilah ke sisi kanan dan kiri;
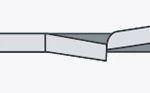
- pembersihan. Gigi pertama dan kedua menyimpang ke kanan dan kiri, sedangkan gigi ketiga tetap tidak berubah. Teknik ini digunakan untuk gergaji yang dirancang untuk memproses batuan keras;
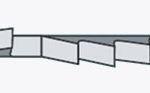
- bergelombang. Sudut kabel untuk setiap gigi adalah individual. Hasilnya, mereka membentuk ujung tombak yang menyerupai gelombang. Jenis kabel yang paling sulit.
- Ampelas turun. Saat ini, tepi depan dengan ujung tombak diproses.
- Pembentukan potongan depresi. Ini dilakukan tanpa meninggalkan kanvas. Tahap ini memungkinkan Anda untuk menghilangkan microcracks dan penyimpangan. Poin penting adalah mengurangi tegangan permukaan, yang merupakan penyebab utama deformasi jaring.
- Lingkaran bergerak ke atas. Bagian belakang gigi dan ujung tombaknya dikerjakan dengan mesin.
- Rol harus disejajarkan secara horizontal dan vertikal
- Rol tidak boleh menekan gergaji dari keadaan bebasnya lebih dari jumlah yang ditentukan oleh pabrikan, tergantung pada jenis mesin.
- Sisi belakang gergaji tidak boleh lebih dari jumlah yang ditentukan oleh pabrikan, tergantung pada jenis mesin, dari stop lug roller.
- Perangkat pita yang dirancang untuk memotong kayu terbuat dari baja perkakas paduan, yang memiliki kekerasan 40 hingga 46 HRC.
- Lebar potongan (kerf) untuk alat pita jauh lebih kecil daripada alat disk. Saat memotong kayu murah, momen ini tidak begitu terlihat, tetapi saat memotong jenis kayu yang berharga dan eksotis, momen ini sangat penting.
- Mesin dapat memotong benda kerja dengan berbagai ukuran. Pada saat yang sama, alat pita bekerja dengan cepat dan menghasilkan potongan berkualitas tinggi.
- Ada sangat sedikit limbah (keripik, serbuk gergaji) saat menggunakan gergaji jenis ini.
- Dengan metode klasik, gigi ditekuk ke kiri dan ke kanan dengan urutan yang ketat.
- Dengan metode pembersihan, setiap sepertiga gigi tetap pada posisi semula. Ini optimal untuk perangkat yang dirancang untuk memotong kayu keras.
- Dengan kabel bergelombang, setiap gigi diberi jumlah tikungannya sendiri-sendiri. Dalam hal ini, profil web berbentuk gelombang. Metode ini adalah yang paling sulit.
- Kebutuhan akan pembedahan ditentukan secara visual. Pada saat yang sama, perhatian harus diberikan pada kondisi gigi dan kualitas dinding sayatan (misalnya, kekasarannya yang meningkat).
- Lingkaran untuk titik alat pita dipilih berdasarkan tingkat kekerasan gigi. Untuk bekerja dengan perlengkapan baja perkakas, diperlukan cakram korundum. Gergaji bimetal diasah pada roda borazon atau intan.
- Bentuk ampelas untuk perangkat pita harus dipilih berdasarkan parameternya. Lingkaran yang dikenal adalah cangkir, profil, berbentuk piring, datar.
- Sebelum melakukan operasi, gergaji harus dibuka dan dibiarkan dalam posisi ini selama sekitar 10-12 jam.
- Penghapusan logam di sepanjang profil gigi harus seragam.
- Tekanan berlebihan pada rautan harus dihentikan. Ini dapat menyebabkan anil.
- Profil bilah dan tinggi gigi harus tetap tidak berubah.
- Pendinginan cairan harus disediakan selama operasi.
- Gerinda pada gigi seharusnya tidak terjadi.
- Ini kualitas tertinggi, operasi dilakukan pada mesin otomatis.
- Ampelas elborovy, dipilih persis dalam bentuknya, melewati seluruh permukaan rongga interdental pada saat yang sama dengan bidang gigi yang berdekatan dalam satu gerakan.
- Penciptaan angularitas di bagian atas gigi benar-benar dihilangkan.
- Kerugian relatif dari penajaman tersebut adalah kebutuhan untuk memiliki jumlah lingkaran yang sesuai untuk kanvas dengan profil berbeda.
Penerapan poin terakhir akan meningkatkan masa pakai struktur pita. Namun, membuat penajaman sendiri bermasalah - Anda harus memilih kabel yang tepat, perhatikan sudut bilahnya.
Saat membeli gergaji bekas, Anda perlu memperhatikan keberadaan las perbaikan pada bilahnya. Mereka menunjukkan kegagalan alat yang sering.
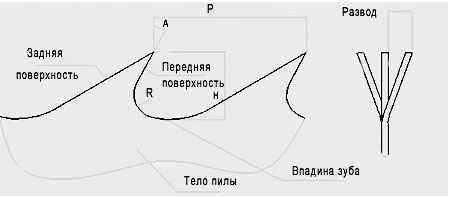
Bentuk bagian pemotongan dan sudut penajaman
Pada tahap pertama, jenis gergaji pita ditentukan. Indikator utamanya adalah bentuk gigi. Bergantung pada parameter ini, mereka dibagi menjadi pembagi, pertukangan atau dimaksudkan untuk menggergaji kayu. Geometri awal dan sudut kabel ditentukan oleh pabrikan. Disarankan untuk mengetahui data tersebut pada tahap pembelian komponen. Mereka diperlukan untuk menentukan parameter mesin.
Untuk kayu keras, sudut penggaruk harus dijaga seminimal mungkin. Ini memastikan kontak optimal antara material benda kerja dan logam. Jika Anda berencana memproses varietas lunak, Anda dapat menggunakan model dengan sudut penggaruk besar untuk meningkatkan kecepatan pemrosesan.
Parameter yang menentukan untuk pembaharuan diri dari cutting edge adalah:
Setelah pekerjaan selesai pada mesin, idealnya karakteristik ini harus tetap tidak berubah. Untuk setiap model, pabrikan menentukan nilai deviasi maksimum. Jika selama operasi itu tercapai, maka perlu membeli model baru.
Untuk menghilangkan resonansi pada beberapa jenis alat pemotong, dibuat pitch gigi yang bervariasi. Ini tidak memengaruhi penajaman manual, tetapi membutuhkan pengaturan parameter yang hati-hati selama penajaman otomatis.
Kabel gergaji pita

Sebelum membentuk ujung tombak, pengaturan gigi yang benar harus dilakukan. Selama seluruh periode operasi, karena beban konstan, lokasinya dapat berubah. Oleh karena itu, pertama-tama geometri disesuaikan, lalu diasah.
Kabel adalah tekukan gigi relatif terhadap bidang bilah utama. Prosedur ini dilakukan hanya pada mesin khusus. Dalam kasus perbedaan besar di sepanjang pita, kerusakan dini atau kerusakan web mungkin terjadi. Karena itu, sebelum itu, Anda harus memutuskan jenis kabelnya.
Sudut kemiringan harus sesuai dengan aslinya. Jenis kabel juga diperhitungkan, yang mungkin sebagai berikut:
Selama pembengkokan, tidak seluruh gigi berubah bentuk, tetapi hanya sebagian saja. Seringkali penyimpangan terjadi pada 2/3 dari total tinggi.
Nilai perceraian rata-rata terbatas pada nilai dari 0,3 hingga 0,7 mm. Ini berlaku untuk model standar gergaji pita untuk kayu.

Pilihan jenis roda gerinda yang tepat adalah penting. Itu harus sesuai dengan tingkat baja dari mana gergaji pita dibuat. Roda korundum digunakan untuk struktur baja perkakas. Jika diperlukan untuk meningkatkan sifat pemotongan model bimetalik, CBN atau roda intan harus digunakan.
Bergantung pada kemampuan teknisnya, dimungkinkan untuk melakukan pemrosesan profil penuh atau setiap bagian pemotongan secara terpisah. Dalam kasus pertama, Anda membutuhkan lingkaran elbor, yang ujungnya memiliki bentuk yang sama dengan gergaji. Untuk opsi kedua, setiap gigi diproses.
Pertama-tama Anda akan membutuhkan sebuah mesin. Itu harus memiliki fungsi mengatur kecepatan putaran disk dan mengubah lokasinya relatif terhadap instrumen. Setelah memasang bilah dalam bingkai khusus, Anda harus melakukan tindakan tersebut sesuai dengan instruksi berikut.
Dengan metode yang sama, semua gigi lainnya diperbarui. Penting agar sudut masuk dan keluar sama di mana-mana. Jika tidak, jika geometri berbeda di salah satu bagian, kinerjanya akan menurun.
Dengan kontak yang lama antara lingkaran dengan logam, suhu pada permukaan yang terakhir dapat meningkat tajam. Untuk menghilangkan efek ini, digunakan cairan pendingin khusus yang berasal langsung dari mesin. Pemberian pakan dilakukan terus menerus untuk menghindari terbentuknya glow zone. Pada bagian ini, kekuatan mekanik akan terdegradasi.
Untuk menghindari terkelupas, keberadaan komponen logam pada kayu harus diperiksa sebelum mengolah kayu. Juga, perhatian khusus diberikan untuk memperbaiki dan memberi makan seragam benda kerja untuk digergaji.
PETUNJUK PENGOPERASIAN BAND SAW
PETUNJUK PENGOPERASIAN WOOD-MIZER BAND SAW
Gergaji WOOD-MAIZER terbuat dari baja karbon tinggi dan diberi perlakuan panas sedemikian rupa untuk memastikan stabilitas maksimum gergaji dalam pemotongan, oleh karena itu perusahaan kami merekomendasikan penggunaan gergaji WOOD-MAIZER, bagaimanapun, setiap kualitas positif tidak bisa tidak memiliki efek samping yang menyertainya. Ada juga gergaji WOODMAIZER. Mereka membutuhkan sikap yang lebih ketat dari pihak operator dan penajam.
1 LANGKAH PISAU GIGI
Pitch of a blade adalah jarak antara puncak dua gigi yang berdekatan. Untuk bilah WOOD-MIZER, ukurannya adalah 22,0 mm. Pitch gigi konstan dan tidak berubah selama proses penajaman.
Tinggi gigi adalah jarak antara pangkal rongga interdental dan bagian atas gigi. Karena adanya ceruk interdental, serbuk gergaji dikeluarkan dari area kerja mata pisau selama penggergajian. Ketinggian gigi harus cukup untuk memastikan penghilangan serbuk gergaji yang menumpuk di ceruk interdental selama proses penggergajian.
Ketinggian gigi bilah WOOD-MIZER optimal untuk semua jenis penggergajian. Saat mengasah mata pisau, ketinggian gigi berkurang. Untuk mempertahankan tinggi gigi yang dibutuhkan, alur antar gigi perlu diperdalam hingga tinggi gigi 4,8 mm. Lihat Tabel 1 di akhir bagian ini.
Pisau dengan tinggi gigi 4,8 mm. digunakan untuk semua jenis menggergaji. Mata pisau dengan tinggi gigi 4,0 mm terutama digunakan untuk menggergaji kayu keras beku. Pisau dengan tinggi gigi 4,3-6,4 mm dapat digunakan pada kayu yang sangat lunak.
3 SUDUT PENAJAMAN
Sudut penajaman, tingkat penajaman, dan pengaturan gigi adalah faktor terpenting yang memengaruhi kinerja mata pisau. Semua faktor ini mempengaruhi kualitas penggergajian dan produktivitas penggergajian kayu.
Sudut penajaman adalah sudut deviasi ujung gigi dari vertikal. Karena adanya sudut penajaman, gigi “mengait” pada kayu. Gigi harus menembus cukup dalam ke dalam kayu sehingga bilahnya sendiri dapat mengeluarkan serbuk gergaji secara efisien. Jika sudut penajaman terlalu besar untuk kecepatan penggergajian tertentu, hal ini dapat menyebabkan getaran dan, akibatnya, menurunkan kualitas potongan. Dengan sudut penajaman yang kecil, gigi tidak akan masuk ke kayu dengan kedalaman yang cukup, yang dapat menyebabkan beban tambahan selama penggergajian dan penurunan kualitas potongan.
Sudut penajaman tergantung pada jenis kayu yang diproses dan produktivitas mesin. Biasanya, semakin kecil sudut penajaman, semakin rendah produktivitas mesin gergaji Lihat Tabel 1 di akhir bagian.
4 SUDUT AKHIR
Sudut pantat adalah sudut deviasi pantat gigi relatif terhadap bilah itu sendiri.
Dengan posisi gigi yang tidak membelok, sudut ujungnya adalah 90 derajat. Saat menyebarkan bilah, sudut pantat berubah beberapa derajat dan menjadi lebih dari 90 derajat.
5 GIGI SET
Pengaturan gigi merupakan faktor penting yang mempengaruhi kinerja pemotongan pisau.
Set gigi adalah nilai linier dari deviasi gigi dengan sudut tertentu relatif terhadap bidang bilah. Semakin besar set gigi, semakin lebar potongannya dan semakin besar tenaga yang dibutuhkan untuk mengaplikasikan saat menggergaji.
Lihat Tabel 1. Pengaturan gigi yang disarankan biasanya 0,5 - 0,55 mm untuk bilah 1,1 mm. Saat bekerja dengan ambang keras dan kayu beku, jumlah penyetelan harus berkisar antara 0,4 - 0,45 mm untuk bilah 1,1 mm. Pengaturan besar digunakan saat bekerja dengan kayu lunak (0,55 - 0,6 mm untuk bilah 1,1 mm).
Ingatlah bahwa saat mengasah gigi dan mengurangi tingginya, set juga berkurang dan gigi bilah perlu disetel.
Gergaji WOOD-MIZER pada awalnya dirancang untuk menjadi jauh lebih kaku daripada hampir semua pesaing utamanya, sehingga tidak kehilangan stabilitas pada tegangan yang lebih rendah daripada gergaji lainnya, dan semakin rendah tegangan, semakin sedikit tekanan yang terjadi pada bilah dan , akibatnya, semakin kecil kemungkinannya untuk mematahkan gergaji.
Untuk mengatur ketegangan mata gergaji dengan benar pada penggergajian, lakukan hal berikut:
Perlu untuk memotong pada tegangan serendah mungkin (150 - 170 atm.) Ini akan memperpanjang umur gergaji.
Untuk mendapatkan kayu berkualitas tinggi tanpa membayar lebih untuk gergaji, Anda harus mengikuti sejumlah persyaratan sederhana:
a) Penting untuk memantau kondisi sabuk pada katrol, harga dua sabuk lebih murah dari satu gergaji, sehingga Anda dapat menggantinya lebih sering, dan menghemat uang yang benar-benar tak tertandingi untuk gergaji. Sangat tidak dapat diterima jika mata gergaji melewati logam, jika ini terjadi, maka gergaji tidak akan bertahan bahkan selama satu jam.
b) Penting untuk menyelaraskan mata gergaji pada katrol dengan benar: jarak dari akar gigi ke tepi katrol dapat bervariasi tergantung pada jenis mesin.
c) Sejajarkan rol pemandu dengan benar:
d) Saat memutar gergaji, bentuk gigi harus diulang persis dengan sampel.
e) Tata letak web harus sesuai dengan pekerjaan yang dilakukan, seperti web,
dengan percaya diri menggergaji batang kayu dengan diameter 30 cm tidak akan berhasil dipotong dengan kesuksesan yang sama
batang kayu dengan diameter 60 cm, karena volume serbuk gergaji yang dikeluarkan dari potongan kira-kira dua kali lebih besar.
F) Pilih pelumas mata gergaji yang tepat. Pelumas yang optimal adalah campuran 50% solar dan 50% oli ban gergaji mesin (untuk menggergaji pada suhu di bawah -15°C). Campuran ini harus dioleskan ke gergaji dalam lapisan tipis dengan cara disemprotkan. Pelumasan tidak boleh banyak, satu semprotan cukup untuk sementara. Anda akan dengan mudah melihat bahwa sudah waktunya untuk melumasi lebih banyak dengan cara kembalinya suara, yang hilang setelah menerapkan pelumasan. Oleskan pelumas agar mengenai kedua sisi gergaji. Penggunaan pelumas juga akan mengurangi jumlah papan yang "mekar" dari serbuk gergaji dan air yang jatuh di atasnya.
G) RELEASE THE SAW SEBAGAI ANDA TELAH BERHENTI MENGGERGAJI
Dalam proses menggergaji, mata gergaji menjadi PANAS dan akibatnya bertambah panjang. Saat bilah mendingin, bilah cenderung menyusut kembali ke ukuran aslinya, dan dalam prosesnya, tekanan berlebihan terjadi pada bilah. Selain itu, memori tentang bentuk kedua katrol tetap ada di gergaji, yang tidak memperpanjang umur gergaji.
Di samping itu. sabuk pada katrol ternyata kusut, yang membuatnya, pertama, tidak bulat dan menambah getaran tambahan pada gergaji, dan kedua, itu membuat "punuk" pada sabuk macet, yang memastikan bahwa gergaji berada di tengah katrol .
BAGAIMANA UNTUK MENGETAHUI JIKA SAW ANDA TELAH DISET DENGAN BENAR?
Perceraian dapat dianggap optimal bila terdapat campuran 65-70% serbuk gergaji dan 30-35% udara antara mata gergaji dan pohon yang ditebangnya. Manifestasi eksternal bahwa gergaji dipasang dengan benar adalah bahwa ia mengeluarkan sekitar 80-85% serbuk gergaji dari potongannya.
Jika pengaturan gergaji tidak mencukupi, serbuk gergaji panas yang padat tetap ada di permukaan papan, tidak mungkin memikirkan sesuatu yang lebih buruk untuk gergaji. Serbuk gergaji harus hangat, tidak panas atau dingin.
Gergaji yang dipasang terlalu jauh kemungkinan besar akan tersentak-sentak, dan gergaji yang tidak dipasang terlalu jauh akan beriak.
Jika Anda menggergaji batang kayu dengan diameter 30 cm dengan kecepatan yang baik dan serbuk gergaji terasa hangat saat disentuh, maka sebaiknya Anda tidak mencoba menggergaji batang kayu dengan diameter 60 cm dengan pengaturan yang sama, karena harus dilepas. dua kali lebih banyak serbuk gergaji dari potongan, yang berarti Anda harus meningkatkan pengaturan (sekitar 20%).
Kesimpulan: kayu gelondongan harus disortir menurut ketebalannya sebelum digergaji.
Poin lain yang sangat penting: hanya sepertiga bagian atas gigi yang harus dibelah, jangan dibelah gigi di bawah akar, hanya sudut tajam di bagian paling atas gigi yang harus dilibatkan dalam proses penggergajian.
Jangan lupa bahwa semakin lembut pohon yang Anda potong, semakin besar perceraiannya.
Gergaji harus diasah setelah kendur bebas selama 4-5 jam dalam keadaan terbalik dengan penghilangan logam minimal (jika perlu, beberapa kali), lalu deburr dan berkembang biak Aturan utama: perceraian terbaik diperoleh oleh Anda secara eksperimental; hitung.
Jangan lupa bahwa indikator pada alat asah Anda adalah alat yang tipis. Tidak ada biaya apapun untuk meresetnya. Ini bekerja dalam mode yang sangat intens, nilai sendiri: gergaji Anda memiliki sekitar 220 gigi. Anda mengasah gergaji 15 kali, ternyata seumur hidup gergaji; indikator berfungsi jika disetel setidaknya 3,5-4 ribu kali (seringkali Anda harus menyetel gigi dalam beberapa langkah). Contoh ini diberikan untuk mengingatkan Anda akan hal itu. bahwa indikator aus dari waktu ke waktu dan itu periksa instalasinya lebih sering .
Telah berulang kali dibuktikan bahwa kualitas potongan sangat bergantung pada bentuk gigi gergaji Anda. Bentuk gigi dikembangkan dan diverifikasi
tahun dan tidak disarankan untuk melakukan percobaan ini lagi. Oleh karena itu, disarankan untuk memiliki sampel gergaji (30 sentimeter) dan mengontrol bentuk gigi setiap kali Anda mengasah gergaji.
BAGAIMANA MENYELESAIKAN MASALAH PENGERINGAN YANG MUNGKIN
1. Saat memasukkan log, gergaji melompat ke atas dan saat Anda melepas papan, itu melengkung seperti pedang. Ini kemungkinan besar karena sudut penajaman gigi terlalu besar, dan setnya tidak cukup. Cobalah untuk mengurangi sudut penajaman gigi beberapa derajat dan tingkatkan perceraian hingga 2-3 ribu; ke samping.
2. Saat memasuki batang kayu, gergaji melompat dan memotong tepat hampir ke ujung batang kayu, setelah itu jatuh. Fenomena ini disebut "memeras" atau "memeras", yaitu, kata mereka: gergaji diperas. Hal ini kemungkinan besar disebabkan oleh sudut penajaman gigi yang terlalu besar. Coba kurangi sudut penajaman beberapa derajat.
3. Gergaji menukik ke bawah dan langsung memotong setelah itu. Hal ini mungkin disebabkan oleh beberapa alasan, misalnya gergaji menjadi tumpul, namun kemungkinan besar penyebab fenomena ini adalah sudut penajaman gergaji yang tidak mencukupi, yang pada gilirannya dapat disebabkan oleh fakta bahwa rautan tidak jangan mengisi batu tepat waktu, periksa mata pisau dengan hati-hati jika bentuk gigi tampak ideal bagi Anda, maka Anda harus menambah sudut penajaman gigi beberapa derajat.
4. Gergaji "menukik" ke bawah dan saat Anda melepas papan, gergaji itu melengkung seperti pedang. Ini kemungkinan besar disebabkan oleh sudut penajaman yang tidak memadai dan kabel yang tidak mencukupi pada saat yang bersamaan. Perhatikan kanvas dengan hati-hati, jika bentuk gigi tampak ideal bagi Anda, maka Anda harus menambah sudut penajaman beberapa derajat dan menambahnya 2-3 ribu per sisi.
5. Pemotongan dilakukan secara bergelombang. Jika gergaji tajam, karena set terlalu sedikit, tingkatkan set 0,006-0,008 inci per sisi pada indikator.
6. Terlalu banyak serbuk gergaji yang tertinggal di papan dan terasa longgar saat disentuh. Ini kemungkinan besar disebabkan oleh terlalu banyak penyiapan dan jika Anda melihat lebih dekat, Anda akan melihat goresan khas di seluruh papan, yang disebut "tanda gigi". Seperti yang mungkin sudah Anda duga, Anda harus sedikit mengurangi penyebaran gergaji.
7. Serbuk gergaji “menggulung” pada mata gergaji. Hal ini disebabkan oleh fakta bahwa gergaji tidak cukup encer dan tidak ada cukup udara yang tersisa pada potongan, mata gergaji bergesekan dengan serbuk gergaji, memanas dan debu kayu terpanggang pada gergaji. Tingkatkan set 0,005" per sisi indikator.
8. Pengarsipan "menggulung" di permukaan atas gigi, tetapi ini tidak terjadi di permukaan gergaji. Hal ini disebabkan oleh kualitas penajaman yang buruk (terlalu banyak umpan atau terlalu banyak penghilangan logam dan, sebagai akibatnya, kualitas permukaan yang buruk pada rongga gigi), atau sudut penajaman gigi yang terlalu tinggi, atau fakta bahwa bilah diteruskan ke melihat setelah itu sudah menjadi tumpul.
9. Serbuk gergaji di papan dikompresi dan panas saat disentuh. Set tidak cukup, Anda harus menambah set sebesar 0,003 inci per sisi pada indikator. Kurangi sudut penajaman.
JANGAN LUPA BAHWA MENGERJAH DENGAN UNSET SAW ADALAH CARA TERCEPAT UNTUK MENYERAHNYA
10. Gergaji retak di bagian belakang. Ini karena stop belakang idler terlalu jauh dari bagian belakang blade. Jarak dari bagian belakang mata pisau ke ujung roller pemandu tidak boleh melebihi nilai yang tertera di bagian belakang, tergantung pada jenis mesin.
11. Sebuah retakan gergaji baru yang tidak pernah diasah ulang di rongga gigi. Hal ini paling sering disebabkan oleh mata pisau yang tidak cukup tipis untuk pekerjaan yang ingin dilakukannya (lihat poin 4 dari aturan dasar penggergajian), atau dengan terus menggergaji mata pisau setelah menjadi tumpul), atau dapat terjadi setelah potongan pertama, jika batang kayu cukup "digulung" di pasir.
12. Setelah diasah kembali, bilah ditutup dengan retakan pada rongga gigi. Selama resharpening, terlalu banyak logam yang dihilangkan pada satu waktu, mengakibatkan permukaan gigi menjadi kasar. Atau ini karena adanya perubahan geometri gigi. Bandingkan geometri gigi dengan yang semula dengan menempelkan sepotong bilah ke gergaji yang belum pernah diasah ulang.
Gergaji pita penajam untuk kayu: profil, gigi, dan sudut penajaman. Tata letak alat dan metode penajaman
Gergaji pita dirancang untuk memotong berbagai bahan, termasuk kayu dengan berbagai tingkat kekerasan. Bagian kerjanya adalah pita baja tertutup dengan gigi.
Harga gergaji pita penajam di bengkel khusus relatif murah. Namun seringkali kecepatan dan kualitas eksekusi order tidak terlalu menggembirakan. Berdasarkan hal tersebut, pekerjaan dapat dilakukan sendiri.

Gergaji pita perlu diasah secara berkala.
Fitur desain gergaji pita
Catatan!
Agar mesin selalu bekerja dengan stabil dan efisien, pemeliharaannya harus didekati dengan penuh tanggung jawab.
Penajaman dan pengkabelan gergaji pita pada kayu harus dilakukan tepat waktu dan kompeten.
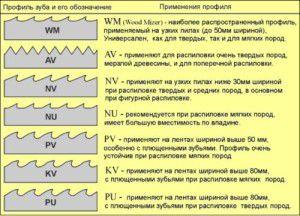
Profil, gigi dan sudut penajaman
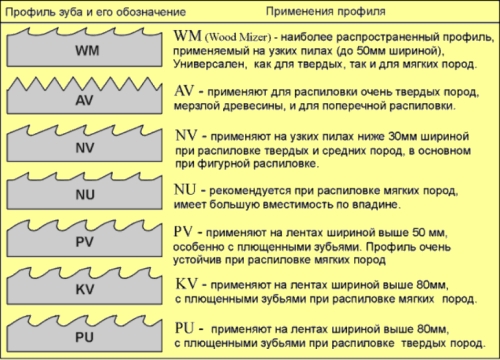
Klasifikasi internasional profil gigi.
Perangkat pita memiliki geometri gigi yang berbeda, yang bergantung pada jenis dan karakteristik bahan yang dipotong. Alat untuk kayu bisa berupa pertukangan dan pembagian. Ada tipe ketiga, dirancang untuk menggergaji kayu, kayu gelondongan. Semua subspesies ini memiliki parameter dan bentuk giginya sendiri.
Sudut penajaman gergaji pita untuk kayu dipilih oleh pabrikan berdasarkan beberapa poin. Yang utama adalah bahwa semakin keras materialnya, semakin kecil sudut penggaruknya. Di bawah ini adalah tabel dengan parameter utama gergaji.
Mempersiapkan perangkat untuk bekerja
Selama penggunaan alat secara terus menerus, penurunan kualitas cutting edge tidak bisa dihindari. Itu tumpul, dan lebar gigi berkembang biak berkurang. Berdasarkan hal tersebut, penajaman gergaji untuk kayu dan kabelnya merupakan komponen penting dalam pemeliharaan gergaji pita.
Perlu diperhatikan bahwa penyetelan gigi sebaiknya dilakukan sebelum diasah, dan bukan sebaliknya.
Tata letak alat

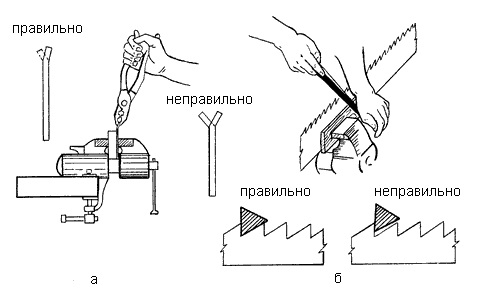
Penggunaan mesin pemotong.
Wiring adalah proses menekuk gigi ke samping. Operasi ini diperlukan agar mata gergaji tidak menjepit benda kerja, serta untuk mengurangi gesekan selama operasi.
Ada 3 jenis pemuliaan utama.
Catatan!
Saat memasang kabel, Anda tidak boleh membengkokkan seluruh cengkeh, tetapi hanya sepertiga atau dua pertiganya dari atas.
Perusahaan manufaktur disarankan untuk melakukan operasi sehingga rentang tekukan berada dalam jarak 0,3-0,7 mm.
Pekerjaan dilakukan dengan bantuan alat pemuliaan khusus.
Penajaman gergaji
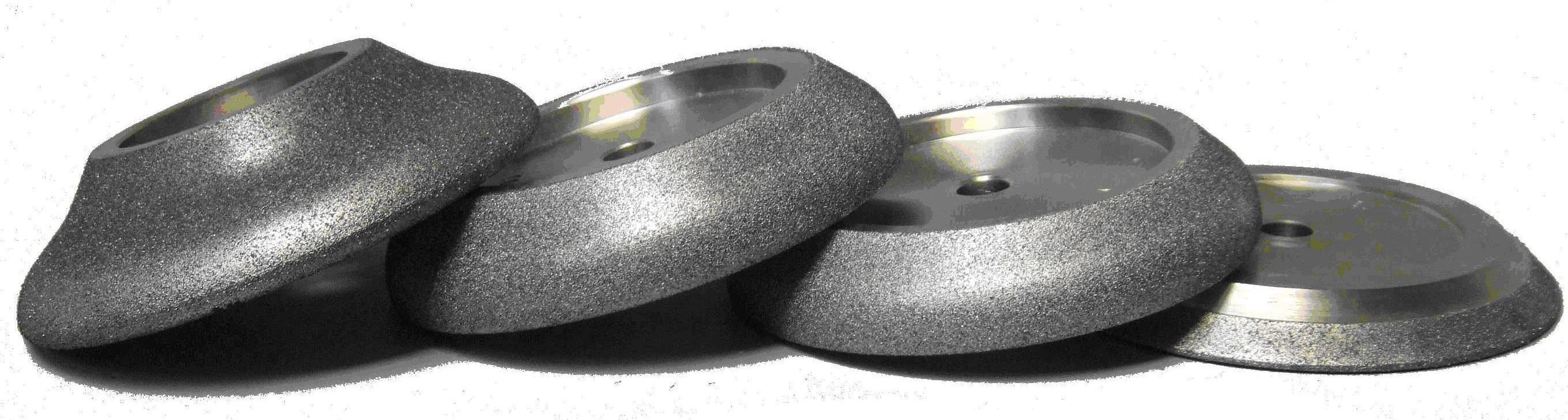
Elbor lingkaran dengan berbagai bentuk.
Sebelum Anda mengasah mata gergaji untuk perkakas kayu atau pita, perlu diingat bahwa lebih dari 80% insiden kerusakan perlengkapan (termasuk kerusakan) disebabkan oleh ketidakpatuhan terhadap standar kerja.
Perawatan alat secara manual.
Skema mengasah gergaji di pohon harus mempertimbangkan ketentuan berikut.
Perhatian!
Instruksi teoretis untuk mengasah gergaji pita pada kayu menginformasikan bahwa itu harus dilakukan di sisi depan gigi, atau di belakang dan di depan.
Dalam kehidupan nyata, sebagian besar spesialis dan pengrajin amatir melakukan operasi hanya di sisi belakang, karena. itu lebih nyaman.
Metode mengasah
Foto menunjukkan penajaman profil penuh otomatis.
Anda dapat menyiapkan alat untuk bekerja menggunakan alat penajam khusus (misalnya, mesin dengan lingkaran dari berbagai bahan dan bentuk) atau secara manual. Sebelum Anda mengasah gergaji di pohon dengan benar, Anda harus mempelajari metode dasar untuk operasi ini.
Cara pertama adalah penajaman profil penuh.
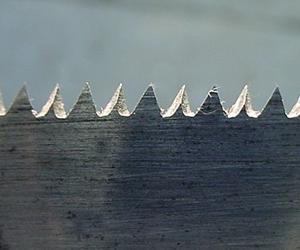
Alat bermata.
Cara kedua adalah mengasah ujung gigi.
Anda dapat melakukannya secara manual dan menggunakan mesin profesional.
- Setelah memilih mesin, perlu ditentukan lingkaran yang digunakan. Biasanya datar. Perangkat penajaman khusus harus digunakan hanya jika ada banyak pekerjaan yang harus dilakukan.
- Dalam kondisi domestik, penajaman paling baik dilakukan dengan tangan Anda sendiri - dengan ampelas mekanis biasa atau dengan bantuan pengukir. Saat melakukan operasi, jangan lupakan perlindungan pribadi dan gunakan sarung tangan, masker, atau kacamata khusus.
- Ketika Anda dan tetangga Anda tidak memiliki pengukir, peralatan mesin, ampelas, Anda dapat mengasah gergaji pita menggunakan metode rakyat tradisional - menggunakan kikir jarum.
- Jika sebuah mesin digunakan untuk mempertajam perlengkapan, maka harus diperiksa sebelum memulai operasi untuk menentukan apakah roda berada pada posisi yang benar terkait dengan gergaji.
- Lapisan baja seperti itu perlu dihilangkan dari sinus sehingga semua retakan mikroskopis dijamin akan hilang.
- Jika gergaji telah digunakan tanpa perawatan lebih lama dari jangka waktu yang diizinkan oleh pabrikan, jumlah logam yang dihilangkan per penajaman harus ditingkatkan.
- Untuk mengontrol hasil operasi, selalu gunakan produk baru sebagai referensi.
- Bentuk gigi merupakan karakteristik yang dikembangkan dan diverifikasi oleh para spesialis. Dengan mengubahnya, Anda tidak akan dapat memproses benda kerja secara efektif. Berdasarkan hal tersebut maka harus dilakukan penajaman agar bentuk gigi dan profil mata pisau tetap asli pabrik.
- Tunduk pada semua aturan pengoperasian dan pemeliharaan, alat pita akan melayani Anda dengan setia hingga lebarnya berkurang hingga 65 persen dari nilai aslinya.
- Sinus gigi gergaji yang terbakar. Ini terjadi karena penerapan tenaga yang berlebihan saat bekerja dengan cakram gerinda. Cacat ini menyebabkan gigi menjadi kusam dengan sangat cepat.
- Sudut gigi suboptimal dan bentuk sinus yang tidak beraturan dan bersudut.
- penghancuran eksentrik mesin gerinda;
- salah mengatur sudut kemiringan kepala mesin.
- profil disk gerinda yang dipilih secara buta huruf.

Bekerja dengan seorang pemahat.

Hasil dari pekerjaan yang tidak benar - gigi alat terbakar.
Catatan!
Ada pendapat luas di kalangan pengrajin amatir bahwa tidak ada kebutuhan khusus untuk menghilangkan gerinda yang terjadi selama pemrosesan.
Ini pada dasarnya salah, sehingga retakan mikroskopis dapat terjadi di kanvas.
Setelah pekerjaan selesai, alat pita harus segera dibersihkan dari getah kayu, serbuk gergaji, damar. Sebelum memulai perawatan, alat harus diperiksa dengan cermat, jika tidak, Anda akan menyumbat lingkaran. Ini akan menyebabkan penurunan efisiensi penajaman yang signifikan.
Kesalahan Umum
Hasil penajaman ini dimungkinkan karena beberapa kesalahan:
Sebelum Anda mengasah gergaji kayu dengan benar, Anda harus mempelajari cara melakukannya. Ada beberapa metode layanan. Mereka bergantung pada jenis gergaji, profilnya, bentuk giginya. Video dalam artikel ini terus memberi tahu Anda tentang topiknya.
- Memerintahkan penunjukan direktur umum sampel LLC Direktur umum menjalankan peran sebagai satu-satunya badan eksekutif di LLC. Dia adalah salah satu pendiri perusahaan atau diundang dari luar. Undang-undang menyerahkan keputusan masalah ini pada kebijaksanaan para peserta perusahaan. Tapi dia mengatur secara detail [...] Kerangka legislatif Federasi Rusia Konsultasi gratis Undang-undang federal tentang jenis dan keadaan penghilangan mereka. Dalam hal kehilangan, pencurian, kerusakan surat-surat penting, perlu untuk menulis pernyataan yang sesuai dan menghubungi [...]
- Majalah online untuk keuntungan akuntan Anak mulai 1 Mei 2018: ukuran baru Nilainya akan sama dengan minimum penghidupan untuk kuartal ke-2 tahun sebelumnya, yaitu. gosok 11.163 Dibandingkan sebelumnya […]