Puidu lintsae kasutusiga sõltub otseselt selle teritamise kvaliteedist. Seda saab teha nii iseseisvalt kui ka spetsialiseeritud ettevõtete teenuseid kasutades. Esimesel juhul on vaja üksikasjalikult tutvuda tehnoloogia ja mitmete funktsioonidega.
Lintsae disain
Lintsaag kuulub lõikeriistade kategooriasse ja on spetsiaalsete puidutöötlemisseadmete lahutamatu osa. Tegemist on kinnise teibiga, mille välisservas on hambad.
Tootmiseks kasutatakse spetsiaalseid terase sorte - 9HF, B2F või C75. Tootmisprotsessi käigus töödeldakse hambaid kõrgsagedusvooludega. See suurendab nende kõvadust. Just see asjaolu mõjutab lõikeservade eraldumist ja hooldatavust. Sageli kasutatakse valmistamisel mitut tüüpi terast. Põhirihm on valmistatud vedrust ja lõikeosa suure volframi- või koobaltisisaldusega terasest.
Puidu lintsaagide kasutamise omadused:
- puidu nõuded. Mida kõvem see on, seda kiiremini muutub tera tuhmiks;
- paigaldustingimused. Pingutuse indikaatorit tuleb jälgida. Kui see on nõutust väiksem, tekib longus. Tugeva pinge korral suureneb võrgu purunemise tõenäosus;
- perioodiline teritamine. Selleks on vaja spetsiaalset masinat.
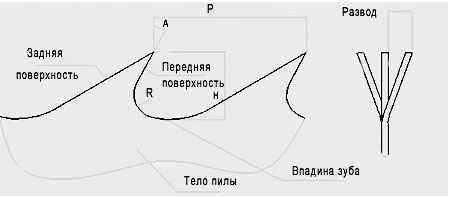
- hambavahe. See on konstruktsiooni lõikeelementide vaheline kaugus. Üldised väärtused on 19, 22 ja 25 mm;
- hamba kõrgus. Väärtus selle alusest tipuni;
- nurk. Peamine väärtus, mida peate lõiketasapinna moodustamiseks teadma. Puusepamudelite puhul on see 35 °. Jaotussaagides on nurk 18° kuni 22°. Puidu töötlemise konstruktsioonides - 10 ° -15 °;
- lahutust. Määrab hamba kõrvalekalde tera üldtasandist.
- klassikaline. Hammaste vahelduv painutamine tera suhtes paremale ja vasakule küljele;
- puhastamine. Esimene ja teine hammas kalduvad paremale ja vasakule, samas kui kolmas jääb muutumatuks. Seda tehnikat kasutatakse kõvade kivimite töötlemiseks mõeldud saagide jaoks;
- laineline. Iga hamba juhtmestiku nurk on individuaalne. Selle tulemusena moodustavad nad lainet meenutava lõikeserva. Kõige keerulisem juhtmestiku tüüp.
- Smirgel läheb alla. Sel ajal töödeldakse esiserva koos lõiketeraga.
- Lõike moodustumine depressioonis. Seda tehakse lõuendilt lahkumata. See etapp võimaldab teil eemaldada mikropraod ja ebakorrapärasused. Oluline punkt on pindpinevuste vähendamine, mis on peamiseks võrgu deformatsiooni põhjuseks.
- Ring liigub üles. Hamba tagakülg ja selle lõikeserv on töödeldud.
- Rullid peavad olema joondatud horisontaalselt ja vertikaalselt
- Rull ei tohi lükata saagi vabast olekust alla rohkem kui tootja poolt ette nähtud, olenevalt masina tüübist.
- Sae tagumine külg ei tohiks olla suurem kui tootja poolt ette nähtud kogus, olenevalt masina tüübist, rulli stoppkõrvast.
- Puidu lõikamiseks mõeldud lintseadmed on valmistatud legeeritud tööriistaterasest, mille kõvadus on 40–46 HRC.
- Linditööriistade lõike (lõhe) laius on palju väiksem kui ketta kolleegide puhul. Odava puidu lõikamisel pole see moment nii märgatav, kuid väärtuslike ja eksootiliste puiduliikide lõikamisel on see kriitilise tähtsusega.
- Masin suudab lõigata igas suuruses toorikuid. Samal ajal töötab ribatööriist kiiresti ja loob kvaliteetse lõike.
- Seda tüüpi sae kasutamisel tekib väga vähe jäätmeid (laastud, saepuru).
- Klassikalise meetodiga painutatakse hambaid ranges järjekorras vasakule ja paremale.
- Puhastusmeetodiga jääb iga kolmas hammas algsesse asendisse. See on optimaalne eriti kõva puidu lõikamiseks mõeldud tarvikute jaoks.
- Lainelise juhtmestiku korral antakse igale hambale omaette painde hulk. Sel juhul on veebiprofiil lainekujuline. See meetod on kõige raskem.
- Operatsiooni vajadus määratakse visuaalselt. Samal ajal tuleks tähelepanu pöörata hammaste seisukorrale ja sisselõike seinte kvaliteedile (näiteks nende suurenenud karedus).
- Ringid lindi tööriista tipu jaoks valitakse hammaste kõvaduse astme järgi. Tööriistaterasest kinnitusdetailidega töötamiseks on vaja korundkettaid. Bimetallsaed teritatakse borasoon- või teemantratastel.
- Lintseadmete smirgel kuju tuleb valida nende parameetrite alusel. Tuntud ringid on tassi-, profiili-, tassikujulised, lamedad.
- Enne toimingu tegemist on vaja saag lahti keerata ja lasta sellel umbes 10-12 tundi selles asendis rippuda.
- Metalli eemaldamine mööda hammaste profiili peab olema ühtlane.
- Liigne surve teritajale tuleb peatada. See võib põhjustada lõõmutamist.
- Tera profiil ja hammaste kõrgus peavad jääma muutumatuks.
- Töötamise ajal tuleb tagada vedelikjahutus.
- Hammastele ei tohiks tekkida räbu.
- See on kõrgeima kvaliteediga, toiming toimub automaatsel masinal.
- Täpselt kujuga valitud Elborovy smirgel läbib ühe liigutusega kogu hambavaheõõne pinna samaaegselt koos sellega kaasnevate külgnevate hammaste tasapindadega.
- Nurkade teke hammaste ülaosas on täielikult välistatud.
- Sellise teritamise suhteline miinus on vajadus omada erineva profiiliga lõuendi jaoks sobivat arvu ringe.
Viimase punkti rakendamine pikendab lindi struktuuri kasutusiga. Siiski on problemaatiline ise teritada - peate valima õige juhtmestiku, jälgima terade nurka.
Kasutatud sae ostmisel peate pöörama tähelepanu tera paranduskeevisõmbluste olemasolule. Need näitavad tööriista sagedasi rikkeid.
Lõikeosa vormid ja teritusnurk
Esimeses etapis määratakse lintsae tüüp. Peamine näitaja on hammaste kuju. Sõltuvalt sellest parameetrist jagatakse need poolitus-, puusepa- või palkide saagimiseks. Juhtmete esialgse geomeetria ja nurga määrab tootja. Soovitatav on need andmed välja selgitada komponentide ostmise etapis. Neid on vaja masina parameetrite määramiseks.
Lehtpuidu puhul peaks kaldenurk olema minimaalne. See tagab optimaalse kontakti töödeldava detaili materjali ja metalli vahel. Kui kavatsete töödelda pehmeid sorte, saate töötlemiskiiruse suurendamiseks kasutada suure kaldenurgaga mudeleid.
Lõikeserva iseuuendamise määravad parameetrid on:
Ideaalis peaksid need omadused pärast masina kallal töötamist jääma muutumatuks. Iga mudeli puhul määrab tootja maksimaalse hälbe väärtuse. Kui töötamise ajal see saavutatakse, on vaja osta uus mudel.
Mõne tüüpi lõikeriistade resonantsi kõrvaldamiseks tehakse hammaste muutuv samm. See ei mõjuta käsitsi teritamist, kuid nõuab automaatse teritamise ajal hoolikat parameetrite seadistamist.
Lintsae juhtmestik

Enne lõikeserva moodustamist tuleb teha hammaste õige seadistus. Kogu tööperioodi jooksul võib pidevate koormuste tõttu nende asukoht muutuda. Seetõttu reguleeritakse kõigepealt geomeetriat ja seejärel teritamist.
Juhtmestik on hammaste painutamine põhitera tasapinna suhtes. Seda protseduuri tehakse ainult spetsiaalsel masinal. Suurte lahknevuste korral kogu lindi pikkuses on võimalik võrgu enneaegne kahjustamine või purunemine. Seetõttu peaksite enne seda otsustama juhtmestiku tüübi üle.
Kaldenurk peab vastama originaalile. Arvesse võetakse ka juhtmestiku tüüpi, mis võib olla järgmine:
Painutamise käigus ei deformeeru mitte terve hammas, vaid ainult osa sellest. Sageli esineb kõrvalekalle 2/3 kogukõrgusest.
Keskmine lahutuse väärtus on piiratud väärtustega 0,3–0,7 mm. See kehtib puidu lintsae standardmudelite kohta.

Lihvketta tüübi õige valik on oluline. See peab vastama terase klassile, millest lintsaag on valmistatud. Korundrattaid kasutatakse tööriistaterasest konstruktsioonide jaoks. Kui on vaja bimetallmudelite lõikeomadusi parandada, tuleks kasutada CBN- või teemantrattaid.
Olenevalt tehnilistest võimalustest on võimalik teostada täisprofiili töötlust või iga lõikeosa eraldi. Esimesel juhul vajate põlveringi, mille ots on sama kujuga kui sael. Teise variandi puhul töödeldakse iga hammast.
Kõigepealt vajate masinat. Sellel peab olema ketta pöörlemiskiiruse reguleerimise ja selle asukoha muutmise funktsioonid tööriista suhtes. Pärast tera kinnitamist spetsiaalsesse raami peaksite selliseid toiminguid tegema vastavalt järgmistele juhistele.
Sama meetodiga värskendatakse kõiki teisi hambaid. Oluline on, et sisenemis- ja väljumisnurgad oleksid kõikjal ühesugused. Vastasel juhul, kui geomeetria ühes osas erineb, halveneb jõudlus.
Ringi pikaajalisel kokkupuutel metalliga võib temperatuur viimase pinnal järsult tõusta. Selle efekti kõrvaldamiseks kasutatakse spetsiaalseid jahutusvedelikke, mis tulevad otse masinast. Söötmine toimub pidevalt, et vältida hõõguvatsooni teket. Selles osas väheneb mehaaniline tugevus.
Hakkimise vältimiseks tuleks enne puidu töötlemist kontrollida metallosade olemasolu puidus. Samuti pööratakse erilist tähelepanu tooriku fikseerimisele ja ühtlasele etteandele saagimiseks.
LINTSAE KASUTUSJUHEND
WOOD-MIZER LINTSSAE KASUTUSJUHEND
WOOD-MAIZER saag on valmistatud kõrge süsinikusisaldusega terasest ja kuumtöödeldud viisil, mis tagab sae maksimaalse stabiilsuse lõikes, mistõttu meie ettevõte soovitab kasutada WOOD-MAIZER saagi, kuid positiivsel kvaliteedil on ainult kaasnevad kõrvalmõjud. Samuti on olemas WOODMAIZER saed. Need nõuavad operaatoritelt ja teritajatelt rangemat suhtumist.
1 STEP HAMBATERA
Tera samm on kahe külgneva hamba tippude vaheline kaugus. WOOD-MIZER labade puhul on see 22,0 mm. Hamba samm on konstantne ega muutu teritamise käigus.
Hamba kõrgus on vahemaa hambavahepõhja ja hamba ülaosa vahel. Hambavahesüvendi olemasolu tõttu eemaldatakse saagimise ajal saepuru tera tööpiirkonnast. Hamba kõrgus peab olema piisav, et tagada saagimise käigus hammastevahelisse süvendisse koguneva saepuru eemaldamine.
WOOD-MIZERi terade hammaste kõrgus on optimaalne igasuguseks saagimiseks. Tera teritamisel hamba kõrgus väheneb. Vajaliku hambakõrguse säilitamiseks on vaja süvendada hammastevahelist soont, kuni hamba kõrgus on 4,8 mm. Vt tabelit 1 selle jaotise lõpus.
Terad 4,8 mm kõrguste hammastega. kasutatakse igasuguste saagimiseks. 4,0 mm kõrguste hammastega lõiketerasid kasutatakse peamiselt külmunud lehtpuidu saagimiseks. 4,3-6,4 mm kõrguste hammastega terasid saab kasutada väga pehmel puidul.
3 TERUTUSNURK
Teritusnurk, teritusaste ja hammaste asetus on kõige olulisemad tera jõudlust mõjutavad tegurid. Kõik need tegurid mõjutavad saagimise kvaliteeti ja saeveski tootlikkust.
Teritusnurk on hamba otsa kõrvalekalde nurk vertikaalist. Teritusnurga olemasolu tõttu haakub hammas puidu külge. Hammas peab tungima piisavalt sügavale puitu, et tera ise saaks tõhusalt saepuru väljutada. Kui teritusnurk on antud sae etteandekiiruse jaoks liiga suur, võib see põhjustada vibratsiooni ja selle tulemusena lõikekvaliteedi halvenemist. Väikese teritusnurga korral ei tungi hammas puitu piisavalt sügavale, mis võib põhjustada saagimisel lisakoormust ja lõike kvaliteedi halvenemist.
Teritusnurk sõltub töödeldava puidu liigist ja masina tootlikkusest. Reeglina on nii, et mida väiksem on teritusnurk, seda madalam on saagimismasinate tootlikkus Vaata tabelit 1 lõigu lõpus.
4 LÕPUNURK
Tagumiknurk on hamba tagumiku kõrvalekalde nurk tera enda suhtes.
Hamba painutamata asendi korral on otsanurk 90 kraadi. Tera hajutamisel muutub tagumikunurk mitme kraadi võrra ja muutub üle 90 kraadi.
5 HAMMASTE KOMPLEKT
Hammaste seadistus on oluline tegur, mis mõjutab tera lõikejõudlust.
Hammaste komplekt on hamba hälbe lineaarne väärtus tera tasapinna suhtes antud nurga all. Mida suurem on hammaste komplekt, seda laiem on lõige ja seda suurem on saagimisel tehtav pingutus.
Vt tabel 1. Soovitatav hammaste asetus on tavaliselt 0,5–0,55 mm 1,1 mm terade puhul. Kõvade künniste ja külmunud puiduga töötamisel peaks seadistusaste jääma vahemikku 0,4 - 0,45 mm 1,1 mm terade puhul. Pehme puiduga töötamisel kasutatakse suurt seadistust (0,55–0,6 mm 1,1 mm tera puhul).
Pea meeles, et hammaste teritamisel ja nende kõrguse vähendamisel väheneb ka komplekt ning tera hambad vajavad sättimist.
WOOD-MIZER saag oli algselt kavandatud olema palju jäigem kui peaaegu kõik tema peamised konkurendid, nii et see ei kaota stabiilsust madalama pinge korral kui teised saagid ning mida väiksem on pinge, seda väiksem on tera ja , mille tulemusena on väiksem tõenäosus selle purunemiseks.saed.
Saeveski tera pinge õigeks seadistamiseks tehke järgmist.
Lõigata on vaja võimalikult väikese pingega (150 - 170 atm.) See pikendab sae eluiga.
Kvaliteetse saematerjali saamiseks ilma sae eest üle maksmata peate järgima mitmeid lihtsaid nõudeid:
a) On vaja jälgida rihmade seisukorda rihmaratastel, kaks rihma maksavad vähem kui üks saag, nii et saate neid pisut sagedamini vahetada ja säästa saagidelt absoluutselt võrreldamatut raha. On täiesti lubamatu, et saeleht läheb läbi metalli, kui see juhtub, ei seisa saag isegi tund aega.
b) Oluline on saeleht rihmaratastel õigesti joondada: kaugus hambajuurest rihmaratta servani võib olenevalt masina tüübist erineda.
c) Joondage juhtrullikud õigesti:
d) Sae pööramisel tuleb prooviga täpselt korrata hamba kuju.
e) Veebi paigutus peab olema tehtava töö jaoks sobiv, kuna veeb,
30 cm läbimõõduga palgi enesekindlal saagimisel ei saa sama edukalt lõigata
60 cm läbimõõduga palki, sest lõikelt eemaldatud saepuru maht on ligikaudu kaks korda suurem.
f) Valige õige saelehe määrdeaine. Optimaalne määrdeaine on 50% diislikütuse ja 50% kettsae rehviõli segu (saagimiseks temperatuuril alla -15°C). Seda segu tuleks pihustades õhukese kihina saele kanda. Määrimist ei tohiks palju olla, korraks piisab ühest pihustist. Märkad kergesti, et on aeg rohkem määrida selle järgi, kuidas heli tagasi tuleb, mis pärast määrimist kadus. Kandke määrdeainet nii, et see jääks sae mõlemale küljele. Määrdeaine kasutamine võimaldab teil vähendada ka saepurust ja neile langevast veest "õitsevate" laudade arvu.
g) VABASTAGE SAAG, KUI OLETE SAAGIMISE LÕPETATUD
Saagimise käigus saelehed KUUMENEVAD ja selle tulemusena pikeneb pikkus. Terade jahtudes kipuvad need oma algsuurusele tagasi tõmbuma ja selle käigus tekivad terale liigsed pinged. Lisaks jääb saele mälu kahe rihmaratta kujust, mis ei pikenda sae eluiga.
Pealegi. rihmarataste rihmad osutuvad kortsusteks, mis muudab need esiteks mitte ümaraks ja lisab saele täiendavat vibratsiooni ning teiseks ummistab lindil oleva “küüru”, mis tagab sae tsentrifuugimise rihmaratastele .
KUIDAS TEADA, KAS TEIE SAAG ON ÕIGESTI SEADISTUD?
Lahutust võib pidada optimaalseks, kui saelehe ja selle läbilõikava puu vahel on segu 65-70% saepuru ja 30-35% õhust. Sae õigesti seadistamise väline ilming on see, et see paiskab lõikest välja umbes 80–85% saepuru.
Juhul, kui sae seadistus on ebapiisav, plaadi pinnale jääb tihedalt pressitud kuuma saepuru, ei saa sae jaoks midagi hullemat välja mõelda. Saepuru peaks olema soe, mitte kuum ega külm.
Liiga kaugele seatud saag lõikab tõenäoliselt tõmblevalt ja liiga kaugele seatud saag hakkab lainetama.
Kui saagite 30 cm läbimõõduga palke hea kiirusega ja saepuru on katsudes soe, siis ärge proovige sama seadistusega 60 cm läbimõõduga palki saagida, sest see peab eemaldama. kaks korda rohkem saepuru lõikest, mis tähendab, et peaksite seadistust suurendama (umbes 20%).
Järeldus: palgid tuleks enne saagimist sorteerida paksuse järgi.
Veel üks väga oluline punkt: lahutada tuleks ainult hamba ülemine kolmandik, ärge eraldage hammast juure alt, saagimisprotsessi peaks kaasama ainult terav nurk hamba ülemises osas.
Ärge unustage, et mida pehmemat puud saagite, seda suurem peaks olema lahutus.
Sae tuleks teritada pärast vaba longus 4-5 tundi ümberpööratud olekus minimaalse metallieemaldusega (vajadusel mitu korda), seejärel eemaldada ja aretada Peamine reegel: parima lahutuse saate eksperimentaalselt; arvutage.
Ärge unustage, et teie teritusseadme indikaator on õhuke seade. Selle lähtestamine ei maksa midagi. See töötab äärmiselt intensiivsel režiimil, otsustage ise: teie sael on ligikaudu 220 hammast. Teritad saagi 15 korda, selgub, et sae eluea jooksul; indikaator töötab siis, kui see on seatud vähemalt 3,5-4 tuhat korda (sageli tuleb hammas seada mitmes etapis). See näide on teile selle meeldetuletamiseks. et indikaator aja jooksul kulub ja see kontrollige selle paigaldamist sagedamini .
Korduvalt on tõestatud, et lõike kvaliteet sõltub suurel määral teie sae hammaste kujust. Töötati välja ja kontrolliti hamba kuju
aastat ja neid katseid ei ole soovitatav uuesti läbi viia. Seetõttu on soovitav omada saeproovi (30 sentimeetrit) ja kontrollida hamba kuju iga kord, kui sae teritad.
KUIDAS LAHENDADA VÕIMALIKUID SAAGIMISEPROBLEEME
1. Palki sisenedes hüppab saag üles ja laua eemaldamisel on see kõver nagu saabel. Tõenäoliselt on see tingitud asjaolust, et hamba teritamise nurk on liiga suur ja komplektist ei piisa. Proovige paari kraadi võrra vähendada hamba teritamise nurka ja suurendada lahutust 2-3 tuhandiku võrra; küljele.
2. Palki sisenedes hüppab saag üles ja lõikab täpselt peaaegu palgi lõpuni, misjärel kukub alla. Seda nähtust nimetatakse "väljapressimiseks" või "väljapressimiseks", see tähendab, et nad ütlevad: saag on välja pressitud. Selle põhjuseks on tõenäoliselt liiga suur hamba teritusnurk. Proovige teritusnurka paari kraadi võrra vähendada.
3. Saag sukeldub alla ja lõikab kohe pärast seda. Selle põhjuseks võib olla mitu põhjust, näiteks saag on muutunud nüriks, kuid suure tõenäosusega on selle nähtuse põhjuseks sae ebapiisav teritusnurk, mis võib omakorda olla tingitud sellest, et teritaja ära täida kivi õigel ajal, vaata tera hoolikalt üle, kui kujuhammas tundub sulle ideaalne, siis tuleks hamba teritusnurka paari kraadi võrra suurendada.
4. Saag "sukeldub" alla ja laua eemaldamisel kõverdub see nagu mõõk. Tõenäoliselt on selle põhjuseks ebapiisav teritusnurk ja samaaegselt ebapiisav juhtmestik. Vaadake hoolikalt lõuendit, kui hamba kuju tundub teile ideaalne, siis peaksite suurendama teritusnurka paari kraadi võrra ja suurendama seda 2-3 tuhandikku külje kohta.
5. Lõige tuleb lainetena. Kui saag on terav, on põhjuseks liiga väike seadistus, suurendage seadistust näidiku külje kohta 0,006–0,008 tolli võrra.
6. Plaadile on jäänud liiga palju saepuru ja see tundub katsudes lahti. Tõenäoliselt on selle põhjuseks liiga palju seadistusi ja kui te tähelepanelikult vaatate, näete iseloomulikke kriimustusi, nn "hambajälgi". Nagu ilmselt juba arvasite, peaksite sae levikut veidi vähendama.
7. Saepuru “rullub” saelehele. Selle põhjuseks on asjaolu, et saag ei ole piisavalt lahjendatud ja lõikesse ei jää piisavalt õhku, saeleht hõõrub vastu saepuru, see kuumeneb ja puidutolm küpseb saele. Suurendage seadistust 0,005" indikaatori külje kohta.
8. Viilid "rulluvad" hamba pealispinnal, kuid sae pinnal seda ei juhtu. Selle põhjuseks on halb terituskvaliteet (liiga palju etteannet või liiga palju metalli eemaldamist ja sellest tulenevalt halb pinnakvaliteet hambaõõnes) või liiga kõrge hamba teritusnurk või tera jätkamine nägin pärast seda, kui see oli juba tuhmiks muutunud.
9. Plaadil olev saepuru on kokkusurutud ja katsudes kuum. Komplektist ei piisa, peaksite suurendama komplekti näidiku külje kohta 0,003 tolli võrra. Vähendage teritusnurka.
ÄRGE unustage, et SEADISTAMATA SAAGIGA SAAGIMINE ON KIIREIM VIIS SELLE REBIBIMISEKS
10. Saag on taga mõranenud. Selle põhjuseks on asjaolu, et tühikäigurataste tagumised piirikud on tera tagaosast liiga kaugel. Kaugus tera tagaosast juhtrulli piirikuni ei tohi olenevalt masina tüübist ületada tagaküljel näidatud väärtust.
11. Uuel, kordagi uuesti teritatud saagil tekkisid hambaauku praod. Selle põhjuseks on enamasti see, et tera ei ole selle töö jaoks piisavalt õhendatud (vt saagimise põhireeglite punkt 4) või tera saagimise jätkamine pärast seda, kui see on tuhmunud) või see võis juhtuda pärast esimene lõige, kui palk oli piisavalt liivas "rullitud".
12. Pärast uuesti teritamist on tera kaetud hambaaukudes olevate pragudega. Ümberteritamise käigus eemaldati korraga liiga palju metalli, mille tulemusena tekkis hambapinna uuesti lihvimine. Või on see tingitud hamba geomeetria muutumisest. Võrrelge hamba geomeetriat sellega, mis oli algselt, kinnitades saele tera, mida pole kunagi uuesti teritatud.
Lintsaed puidu teritamiseks: profiil, hambad ja teritusnurk. Tööriistade paigutus ja teritusmeetodid
Lintsaed on mõeldud erinevate materjalide, sealhulgas erineva kõvadusastmega puidu lõikamiseks. Nende tööosa on hammastega suletud teraslint.
Spetsiaalsetes töökodades on lintsaagide teritamise hind suhteliselt madal. Kuid sageli ei ole tellimuste täitmise kiirus ja kvaliteet kuigi julgustavad. Sellest lähtuvalt saab tööd ise teha.

Lintsaed vajavad perioodilist teritamist.
Lintsaagide disainiomadused
Märge!
Selleks, et masin töötaks alati stabiilselt ja tõhusalt, tuleks selle hooldusesse suhtuda ülima vastutustundega.
Puidu lintsaagide teritamine ja juhtmestik tuleks läbi viia õigeaegselt ja pädevalt.
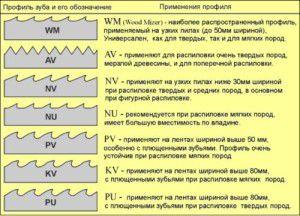
Profiil, hambad ja teritusnurk
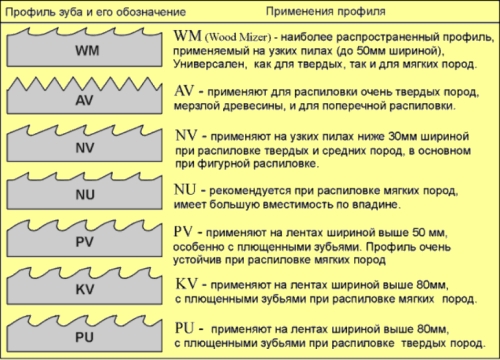
Rahvusvaheline hambaprofiilide klassifikatsioon.
Teipseadmetel on erinev hammaste geomeetria, mis sõltub lõigatavate materjalide tüübist ja omadustest. Puidu tööriist võib olla puusepatöö ja jagamine. On olemas kolmas tüüp, mis on mõeldud puidu, palkide saagimiseks. Kõigil neil alamliikidel on oma parameetrid ja hammaste kuju.
Puidu lintsaagide teritusnurga valib tootja mitme punkti alusel. Peamine on see, et mida kõvem materjal, seda väiksem peaks olema kaldenurk. Allpool on tabel saagide peamiste parameetritega.
Seadme ettevalmistamine tööks
Tööriista pideva kasutamise käigus on lõiketera kvaliteedi langus vältimatu. See nürineb ja aretushammaste laius väheneb. Sellest lähtuvalt on lintsae hoolduse vajalikud komponendid puidu jaoks sae teritamine ja selle juhtmestik.
Tuleb märkida, et hammaste seadmine tuleks läbi viia enne nende teritamist, mitte vastupidi.
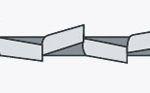
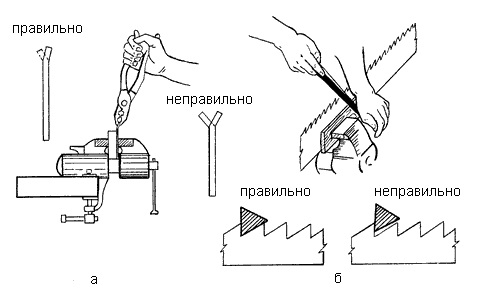
Tööriista paigutus

Lõikemasina kasutamine.
Juhtmete ühendamine on hammaste külgedele painutamise protsess. See toiming on vajalik selleks, et saeleht ei haakuks töödeldava detaili külge, samuti et vähendada hõõrdumist töötamise ajal.
Aretust on 3 peamist tüüpi.
Märge!
Juhtmete ühendamisel ei tohiks painutada kogu nelki, vaid ainult selle kolmandikku või kaks kolmandikku ülaosast.
Tootmisettevõtetel soovitatakse toiming läbi viia nii, et paindeulatus jääb vahemikku 0,3-0,7 mm.
Tööd tehakse spetsiaalse aretusvahendi abil.
Sae teritamine
Erineva kujuga küünarnöörid.
Enne saelehe teritamist puidu või linttööriista jaoks pidage meeles, et enam kui 80% kinnitusdetailide kahjustamise (sh purunemise) juhtudest on tingitud töönormide mittejärgimisest.
Käsitööriistade hooldus.
Puu sae teritamise skeem peaks võtma arvesse järgmisi sätteid.
Pane tähele!
Puidu lintsae teritamise teoreetiline juhend annab teada, et seda tuleks teha kas hammaste esiküljel või nii taga- kui esiküljel.
Päriselus teeb enamik spetsialiste ja amatöörkäsitöölisi operatsiooni ainult tagaküljel, sest. see on mugavam.
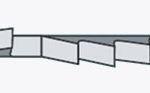
Teritamise meetodid
Fotol on automaatne täisprofiili teravustamine.
Tööriista saab tööks ette valmistada spetsiaalsete teritusseadmetega (näiteks erineva materjali ja kujuga ringidega masinad) või käsitsi. Enne kui hakkate korralikult puu otsa saagi teritama, peaksite õppima selle toimingu põhimeetodid.
Esimene võimalus on täisprofiili teritamine.
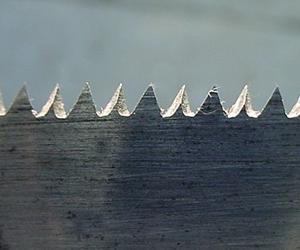
Terav tööriist.
Teine meetod on hammaste servade teritamine.
Seda saate teha nii käsitsi kui ka professionaalse masinaga.
- Pärast masina valimist on vaja otsustada kasutatava ringi üle. Tavaliselt on see tasane. Spetsiaalseid teritusseadmeid tuleks kasutada ainult siis, kui sellist tööd on palju.
- Kodustes tingimustes on teritamist kõige parem teha oma kätega - tavalisel mehaanilisel smirgel või graveerija abil. Operatsiooni tegemisel ärge unustage isikukaitsevahendeid ja kasutage kindaid, maski või spetsiaalseid prille.
- Kui teil ja teie naabritel pole graveerijat, tööpinki, smirgelit, saate lintsae teritada traditsioonilisel rahvapärasel meetodil - nõelviili abil.
- Kui kinnitusseadme teritamiseks kasutatakse masinat, tuleks seda enne töö alustamist kontrollida, et teha kindlaks, kas ratas on sae suhtes õiges asendis.
- Sellist terasekihti on vaja siinuste küljest eemaldada, et oleks tagatud kõigi mikroskoopiliste pragude eemaldamine.
- Kui saagi on kasutatud hoolduseta kauem kui tootja poolt lubatud periood, tuleb ühe teritusega eemaldatava metalli kogust suurendada.
- Operatsiooni tulemuste kontrollimiseks kasutage viitena alati uut toodet.
- Hammaste kuju on spetsialistide poolt välja töötatud ja kontrollitud tunnusjoon. Seda muutes ei saa te toorikuid tõhusalt töödelda. Sellest lähtuvalt tuleb teritada nii, et hammaste kuju ja tera profiil jääks algupäraseks, tehases.
- Kui järgite kõiki kasutus- ja hooldusreegleid, teenib teibitööriist teid ustavalt, kuni selle laius on kulunud 65 protsendini selle algväärtusest.
- Saehammaste põlenud põsekoopad. See juhtub liigse pingutuse tõttu lihvkettaga töötamisel. See defekt toob kaasa asjaolu, et hambad muutuvad väga kiiresti tuhmiks.
- Suboptimaalne hammaste nurk ja ninakõrvalurgete ebakorrapärane nurgeline kuju.
- lihvimismasina ekstsentriku lammutamine;
- masinapea valesti seatud kaldenurk.
- kirjaoskamatult valitud lihvketta profiil.

Töö graveerijaga.

Ebaõige töö tulemus - tööriista hambad on põlenud.
Märge!
Harrastuskäsitööliste seas on levinud arvamus, et töötlemisel tekkivate rästide eemaldamiseks pole erilist vajadust.
See on põhimõtteliselt vale, nii et lõuendil võivad tekkida mikroskoopilised praod.
Pärast töö lõpetamist tuleb lindiseade viivitamatult puhastada puidumahlast, saepurust, vaigust. Enne hoolduse alustamist tuleks tööriist hoolikalt üle vaadata, vastasel juhul ummistate ringi. See toob kaasa teritamise efektiivsuse olulise vähenemise.
Levinud vead
Selline teritustulemus on võimalik mitme vea tõttu:
Enne puidusae õigesti teritamist peaksite õppima, kuidas seda teha. Teenindusmeetodeid on mitu. Need sõltuvad sae tüübist, selle profiilist, hammaste kujust. Selle artikli video teavitab teid jätkuvalt selle teema kohta.
- Korraldus OÜ näidise peadirektori ametisse nimetamise kohta Peadirektor täidab OÜ-s ainsa täitevorgani rolli. Ta on üks ettevõtte asutajatest või kutsutud väljastpoolt. Seadus jätab selle küsimuse otsustamise ettevõttes osalejate otsustada. Kuid ta reguleerib üksikasjalikult […] Vene Föderatsiooni õiguslik raamistik Tasuta konsultatsioon Föderaalsed õigusaktid nende laadi ja kadumise asjaolude kohta. Oluliste paberite kaotsimineku, varguse või kahjustamise korral tuleb kirjutada asjakohane avaldus ja võtta ühendust […]
- Veebiajakiri raamatupidajale Lapsehüvitised alates 1. maist 2018: uued suurused Selle väärtus on võrdne eelmise aasta 2. kvartali elatusmiinimumiga, s.o. 11 163 rubla Võrreldes eelmisega […]