The service life of a band saw for wood directly depends on the quality of its sharpening. It can be performed both independently and by resorting to the services of specialized companies. In the first case, it is necessary to familiarize yourself in detail with the technology and a number of features.
Band saw design
The band saw belongs to the category of cutting tools and is an integral part of specialized woodworking equipment. It is a closed tape, on the outer edge of which there are teeth.
For manufacturing, special grades of steel are used - 9HF, B2F or C75. During the manufacturing process, the teeth are treated with high-frequency currents. This increases their hardness. It is this fact that affects the separation of the cutting edges and maintainability. Often, several types of steel are used in the manufacture. The main belt is made of spring, and the cutting part is made of steel with a high content of tungsten or cobalt.
Features of the use of band saws for wood:
- wood requirements. The harder it is, the faster the blade will become dull;
- installation conditions. The tension indicator must be observed. If it is less than required, sagging will occur. With strong tension, the likelihood of breakage of the web will increase;
- periodic sharpening. This will require a special machine.
The implementation of the last point will increase the service life of the tape structure. However, it is problematic to make sharpening on your own - you need to choose the right wiring, observe the angle of the blades.
When buying a used saw, you need to pay attention to the presence of repair welds on the blade. They indicate frequent tool failures.
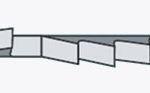
Forms of the cutting part and sharpening angle
At the first stage, the type of band saw is determined. The main indicator is the shape of the teeth. Depending on this parameter, they are divided into dividing, carpentry or intended for sawing logs. The initial geometry and the angle of the wiring are determined by the manufacturer. It is recommended to find out these data at the stage of purchasing components. They are needed to determine the parameters of the machine.
For hardwoods, the rake angle should be kept to a minimum. This ensures optimum contact between the workpiece material and the metal. If you plan to process soft varieties, you can use models with a large rake angle to increase the processing speed.
The defining parameters for self-renewal of the cutting edge are:
- tooth pitch. This is the distance between the cutting elements of the structure. Common values are 19, 22 and 25 mm;
- tooth height. The value from its base to the top;
- corner. The main value that you need to know to form the cutting plane. For carpentry models, it is 35 °. In dividing saws, the angle is from 18° to 22°. In structures for processing timber - 10 ° -15 °;
- divorce. Determines the deviation of the tooth from the general plane of the blade.
After the work is done on the machine, ideally, these characteristics should remain unchanged. For each model, the manufacturer determines the maximum deviation value. If during operation it is reached, it is necessary to purchase a new model.
In order to eliminate resonance in some types of cutting tools, a variable pitch of the teeth is made. This does not affect manual sharpening, but requires careful setting of parameters during automated sharpening.
Band saw wiring

Before forming the cutting edge, the correct setting of the teeth must be done. During the entire period of operation, due to constant loads, their location may change. Therefore, first the geometry is adjusted, and then sharpening.
The wiring is the bending of the teeth relative to the plane of the main blade. This procedure is performed only on a special machine. In the case of large discrepancies along the entire length of the tape, premature damage or breakage of the web is possible. Therefore, before that, you should decide on the type of wiring.
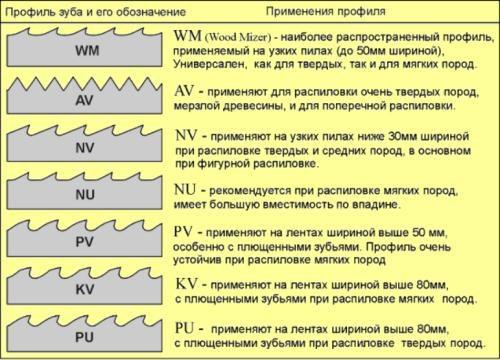
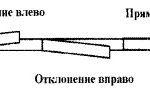
The angle of inclination must correspond to the original. The type of wiring is also taken into account, which can be as follows:
- classical. Alternate bending of the teeth relative to the blade to the right and left sides;
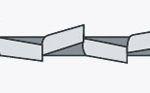
- cleaning. The first and second teeth deviate to the right and left, while the third remains unchanged. This technique is used for saws that are designed for processing hard rocks;
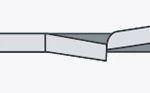
- wavy. The angle of the wiring for each tooth is individual. As a result, they form a cutting edge resembling a wave. The most difficult type of wiring.
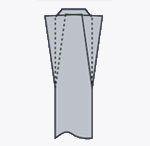
During the bending, not the entire tooth is deformed, but only part of it. Often the deviation occurs in 2/3 of the total height.
The average divorce value is limited to values from 0.3 to 0.7 mm. This applies to standard models of band saws for wood.

The correct choice of the type of grinding wheel is important. It must correspond to the steel grade from which the band saw is made. Corundum wheels are used for tool steel structures. If it is required to improve the cutting properties of bimetallic models, CBN or diamond wheels should be used.
Depending on the technical capabilities, it is possible to perform full-profile processing or each cutting part separately. In the first case, you will need an elbor circle, the end of which has the same shape as that of the saw. For the second option, each tooth is processed.
You will first need a machine. It must have the functions of regulating the speed of rotation of the disk and changing its location relative to the tool. After fixing the blade in a special frame, you should perform such actions according to the following instructions.
- The emery goes down. At this time, the front edge with the cutting edge is processed.
- Formation of a cut in the depression. This is done without leaving the canvas. This stage allows you to remove microcracks and irregularities. An important point is to reduce surface tension, which is the main cause of web deformation.
- The circle moves up. The back of the tooth and its cutting edge are machined.
By the same method, all other teeth are updated. It is important that the entry and exit angles are the same everywhere. Otherwise, if the geometry differs in one of the parts, the performance will deteriorate.
With prolonged contact of the circle with the metal, the temperature on the surface of the latter can rise sharply. To eliminate this effect, special coolants are used that come directly from the machine. Feeding is carried out constantly to avoid the formation of a glow zone. In this part, the mechanical strength will be degraded.
To avoid chipping, the presence of metal components in the wood should be checked before processing the wood. Also, special attention is paid to fixing and uniform feeding of the workpiece for sawing.