Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
К сведению! Ручным и рычажным трубогибами возможно изогнуть профилированную трубную заготовку самым сложным образом, но изготовить два одинаковых по кривизне отрезка крайне сложно.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.

Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.

Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
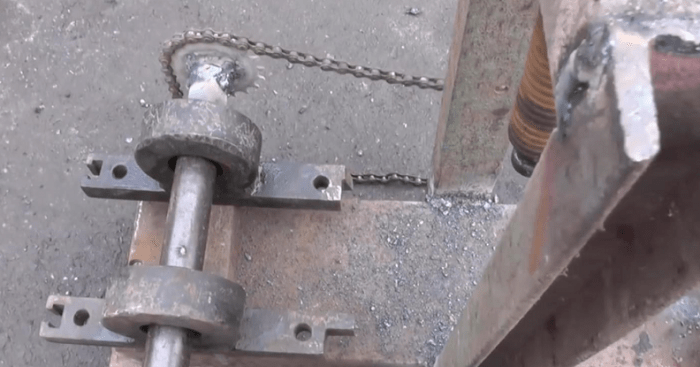
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.

Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.

Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.

Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.

Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.

Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200 о С.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Мастеровитый и хозяйственный человек, самостоятельно изготавливает турбогиб для профильной трубы своими руками . И зачастую этот процесс для многих дело обыденное и привычное.
Строительные рынки позволяют приобрести готовый инструмент, однако приобретение профессионального инструмента для однократного использования – нецелесообразно. А вот сделать самому и пользоваться им дома – самое то. Хотя, для этого нужно обладать слесарными и столярными навыками и естественно инструментом. Это не затратный инструмент, обладающий простой конструкцией.
В этой статье пойдет речь, о том, как собственными руками сделать турбогиб и что для этого потребуется.
Определение «турбогиб»
Итак, что такое турбогиб? Это определение подразумевает конструкцию станка, использование которого позволяет гнуть трубы из различных материалов (медь, сталь, поливинилхлорид и др.) обладающих определенной пластичностью. Диапазон углов достаточно широк (вплоть до 180°), а диаметр рабочей трубы может достигать и 1220 мм. Существует несколько практических способов, проведения этой работы. Однако для начала стоит разобрать турбогибы по видам.
Классификация турбогибов для профильных труб
Промышленные инструменты разделяются типами приводов и вариантами изгиба. По приводу:
- Ручные;
- Гидравлические;
- Электромеханические.
Ручные турбогибы необходимы при работе небольших масштабов, где используются трубы маленького диаметра металла, нержавейки и полимеров. Гидравлический вариант представлен в виде стационарного станка и ручного типа. С помощью механизма сгинается даже трехдюймовая труба, без приложения к этому усилий. Этот вариант инструмента в основном промышленный, так как он приспособлен к задачам крупного масштаба. Работает от сети, отличается высокой скоростью вращения и не требует от работника физических усилий.

Электромеханический трубогиб используется для сгибания труб вне зависимости от диаметра элемента и при этом обеспечивает показатели точности в радиусе изгиба и угла. К тому же, этот механизм не повреждает тонкостенные изделия. Этот фактор положительно отличает этот механизм от гидравлического.
Турбогибы различают по способу изгиба:
- Натяжной (по принципу арбалета);
- Пружинный;
- Частичные (задействуется лишь часть изделия);
- Дорновый.
Первый вариант трубогиба, изгибает изделие при помощи определенной формы, которая определяет требуемый диаметр трубы. Пружинный, как понятно из названия, имеет пружины, гарантирующие аккуратное сгибание, не деформирующее при этом самого изделия из пластика. Частичные трубогибы, функционируют только одной частью механизма. При сгибании, труба вытягивается вокруг этого особого сегмента. Дроновый тип проводит сгибание только труб с тонкими стенками на небольшой радиус. В работе используются стальные, пластиковые и латунные дроны.
Важно: трубы, изготовленные из различных материалов, отличительной толщиной стен и диаметра, особенностями, характерными только им. Поэтому, во время работы от этих тонкостей зависит конечный результат и это учитывается обязательно. Если такие параметры не принять к сведению, то качество работы значительным образом снижается.
Когда требуется турбогиб
Именно турбогиб является наиболее востребованным инструментов среди строительных приспособлений. Его периодически применяют хозяева дома, и на больших строительных и промышленных площадках. Этот механизм незаменим при монтаже труб для воды или канализации, газификации, возведения забора, парников, тентовых подвесов, плетенок для сада и мн. др. Поэтому наличие турбогиба в каждом хозяйстве не будет лишним.

Делая ремонт или монтаж конструкции, может понадобится труба, согнутая под определенным углом. И вот тут на помощь приходит трубогиб, способный создать угол вплоть до 180°. С их помощью можно менять конфигурации, не прилагая к этому особых усилий. Причем трубы могут иметь различный состав – алюминий, пластик или нержавейка. Угол создается по необходимым параметрам, как форме, так и размерам.
Изготовление трубогиба самостоятельно
И вот наша статья дошла до самого главного – момента непосредственного изготовления трубогиба. Может первоначально и кажется, что такая работа не требует особого рвения и внимания, но это далеко не так. Если вы взялись за изготовление, то вам придется уделить этому процессу максимум усилий и тщательно анализированный подход. Ведь неверно выбранный или с дефектами материал приводит к различным дефектам проявляющихся уже во время работы самого механизма.

Самым простым способом получения требуемого угла, использование шаблона. Такой способ применим для изделий из алюминия и некоторых стальных сходных образцов. Для этого нужно с помощью досок соорудить моделирующее устройство. Они выпиливаются диаметром несколько больше нежели элемент сгибания. После этого, готовые доски скрепляются наиболее доступно и удобно для вас.
Совет, чтобы в процессе работы труба находилась в неподвижном состоянии, выпиливание должно иметь небольшой наклон.
Готовый шаблон прикрепляем к каркасу (на ваш выбор) и уже впритык к нему закрепить ступор, необходимый для трубы, чтобы она находилась в неподвижности.

Вот так незамысловато, изготавливается простейший трубогиб. Кстати, такой механизм подходит для работы с материалом более крепкого состава, который сложно согнуть вручную. Только для этого может потребоваться лебедка.

Второй вариант, рассматриваемый здесь – это устройство для профильной трубы. И тут без моделирующего устройства не обойтись. С одним исключением – не стоит выпиливать скос, а фиксация осуществляется парой – тройкой ограничителей.
Также, самостоятельному изготовлению доступен и прокатный трубогиб, делается из дерева для профильной трубы.
Интересно, что дерево вполне подойдет и для изготовления роликов, но для лучшего результата лучше использовать полиуретан или подшипники для этой цели. Но подшипник рекомендуется закрепить, чтобы его не прокручивало во время работы.
Технологическая сложность изготовления трубогибов во многом зависит от свойств самой трубы, например, ее гибкости. Чтобы согнуть трубу из гибкого материала, подойдет и деревянный инструмент, тогда как необходимость сгибания трубы из более крепкого металла, вызовет поломку и необходимость замены некоторых деталей на более мощные.

Изготовление металлического трубогиба дома, требует обязательно:
- Гидравлический домкрат;
- Швеллер;
- Пара роликов;
- Башмак;
- Металлические пластины.
Швеллер необходим для сварки прямоугольной конструкции, в высоту максимального положения домкрата. На основание устанавливается домкрат, который закрепляется металлическими пластинами. Все делается крепко, даже жестко. Домкрат функционирует как толкатель, а ролики прокручивают изделие. Причем последнее является наиболее сложным, ведь они должны иметь необходимый диаметр, чтобы полностью обхватывать трубу.
Совет, чтобы при необходимости использовать трубогиб для разного диаметра труб, стоит запастись несколькими вариациями роликов и по мере надобности заменять их.

Качественными характеристиками этого гидравлического инструмента, является дешевизна и доступность всех необходимых составных. Их общедоступность позволяет каждому хозяину самостоятельно изготовить такой необходимый в домашнем хозяйстве инструмент и сгибать в холодном состоянии стальные трубы. Это важно, если есть необходимость в монтаже сантехники и водопровода или при реставрации авто.
Получения угла на деталях
Порой возникает необходимость в получении не сгиба детали, а угла в определенном радиусе. Для этого можно соорудить механизм в виде небольшого стального стола и рабочими узлами на нем. Чтобы получить требуемый загиб понадобятся валики в 80 – 100 миллиметров. Заготовка крепится большим болтом, когда деталь вставляется в отверстие. Приваренный к краю стержень из стали, разрешает небольшими частями вдавливать внутреннюю поверхность профиля. Чтобы процесс прошел «мягче», в месте сгибания вставляем металлический стержень (подходящей величины). Таким механизмом, можно получить угол сгибания в любой точке детали.

Все способы, перечисленные выше позволяют сэкономить. Ведь купить готовый трубогиб достаточно затратно, а ведь использовать его по назначению порой нет необходимости. Вот и получается, что покупка этого механизма приносит убытки, вместо экономии. В то же время самостоятельно изготовление такого станка, позволяет использовать инструмент в хозяйстве и при этом мастерить из подручных материалов. Ведь большинство из описанных вариантов, требуют только тех элементов, которые есть у каждого владельца собственного гаража или частного дома. В ход идут уже изжившие себя на прошлом месте запасные части, а деревянные доски найдутся в каждом хозяйстве. Если вы уже задумались над изготовлением станка, то значит и место для этого уже есть. Главное следовать инструкциям, применять собственный опыт и не боясь самостоятельно изготовить трубогиб.

Конечно электромеханические аналоги способны выполнить эту работу быстрее, причем для этого не потребуется прилагать особых усилий. Но стоит задуматься о его стоимости и, что его применение будет зачастую носить кратковременный характер приходит понимание того, что самостоятельно изготовленный вариант наиболее выгодно и доступно.
Статьи по теме:
Существует несколько видов трубогибов, которые различаются по механизму и принципу работы: гидравлический и пневматический. Хорошо справляются с созданием изгибов заводские агрегаты, которые приводятся в действие обоими видами приводов. К сожалению, не каждый может воспользоваться такими устройствами или же приобрести фабричный вариант, да и осваивать технологию гибки на заводских станках без опыта проблематично. Какие трубогибы возможно сделать своими руками. Какие распространенные техники сгибания.
Ручной самодельный трубогиб для профильных труб
Самодельный профильный трубогиб представлен в нескольких вариациях. Всё зависит от материалов, которые доступны при создании оборудования.
Наиболее распространённым является фронтальный, для изготовления которого потребуется:
- три вала/ролика – цилиндрической формы из металла;
- цепь;
- ось вращения;
- приводной механизм;
- металлические профили для рамы.
При создании станка своими руками выполняют конструкцию или некоторые элементы (ролики) из древесины или полиуретана. При эксплуатации необходимо рассчитывать прочность труб (материал изготовления), которые подвергнутся деформации. Иначе конструкция не выдержит.
Технология гибки ручным станком
В процессе сгибания профильной трубы в самодельном станке осуществляется принцип вальцовки/раскатки. Гибка трубы данным методом позволяет избежать изломов и повреждений. В результате – точное соответствие нужного угла градусу и размеру. В агрегате труба вставляется между роликами и при вращении ручки сгибается.

Этапы сборки ручного трубогиба
Как собрать ручной трубогиб:
- Подготовьте металлический каркас для установки компонентов. Конструкция крепится сваркой и скручивается болтами для прочности всего оборудования.
- Монтаж оси вращения и валов, два из которых монтируются выше третьего. Здесь радиус изгиба трубы зависит от расстояния, на котором находятся два нижних цилиндра друг от друга. Поэтому для настройки угла деформации установите ролики и стопор.
- Вращающий механизм приводится в движение цепью. Здесь учитывается наличие или отсутствие шестерней. Их всего три. Подойдёт цепь со старого автомобиля, которую монтируют на валы.
- К одному из валов прикрепите ручку. Элемент будет создавать крутящее усилие.
Видео-инструкция. Как сделать ручной трубогиб
Прокатный станок для гибки профильных труб своими руками
Для изготовления прокатного станка для гибки профильных труб потребуется:
- домкрат;
- для каркаса: металлические профили и полка;
- 4 высокопрочных пружины;
- 3 вала;
- цепь и прочие элементы.
Технология сгибания прокатным трубогибом
В процессе сгибания в станке осуществляется деформация трубы в заданном месте. Труба ложится на боковые ролики, сверху опускается третий и таким образом изделие фиксируется. При вращении ручки цепь приводит в движение валы, и труба сгибается под нужным углом.

Как сделать самому прокатный трубогиб
Как изготовить прокатный трубогиб:
- Прижимной вал состоит из шестерней, колец и подшипников, закреплённых через шпонку. Поэтому главным в процессе сборки является вытачивание роликов и обоймы для подшипников. Величина валов должна соответствовать подшипникам и звёздочкам. Процесс вытачивания доверяется токарю на основе чертежей. Валов три, два из которых располагаются по бокам, а третий подвешивается на пружинах.
- Следующим этапом является просверливание отверстий и нарезание резьбы в кольцах (для изготовления пазов, резьбы под болты-зажимы) своими руками.
- Подготовка полки из швеллера – сверлят отверстия и нарезают резьбу для установки прижимного вала.
- Последний этап – сварочные и монтажные работы всей конструкции. Сначала устанавливают каркас (ножки).
- Далее подвешивают полку с прижимным валом на пружинах и монтируют боковые опорные валы, которые соединяют цепью. В конце – крепят ручку на один из боковых опорных валов и монтируют домкрат.
Аспекты работы:
- прижимной вал прикручивается через шпонки к полке;
- «подвесной» прижимной вал устанавливается на полку. К этой основе приваривают гайки для пружин. Впоследствии площадка переворачивается и крепится на пружины;
- при натяжении цепей как держатель применяется магнитный уголок;
- в процессе прикручивания звёздочек – устанавливают шпонки, заготовленные из гравера;
- ручку для вращения изготавливают с проворачивающейся трубкой;
- домкрат монтируют на «подвесную» платформу посредством болтов и сварки.
Как сделать гидравлический трубогиб в домашних условиях
Гидравлический трубогиб для профильных труб оснащён гидроцилиндром, планками, нагнетательным устройством и трубными упорами. Изготовление такого агрегата в домашних условиях – процесс трудоемкий.
Детали оборудования:
- гидравлический домкрат (не меньше 5 тонн);
- башмак;
- несколько роликов (2-3);
- швеллер;
- металлические пластины и прочие детали.

Технология гибки станком с гидравлическим приводом
Процесс гибки заключается в деформации заданного участка трубы посредством домкрата с гидравлическим приводом. Трубу вставляют в башмак, закрепляют оба конца. Задействуют домкрат, поворачивая медленно ручку. Усилие, создаваемое гидравлическим приводом, передается на ролик – труба сгибается под нужным углом. В любой момент работу можно остановить, вытащить трубу можно, сделав пару оборотов ручки в противоположную сторону, то есть ослабить нажим ролика.
Как изготовить гидравлический гибочный станок
Изготавливаем гибочный станок на гидравлике своими руками:
- Предварительно заготавливают конструкцию из швеллера, где будут расположены башмак и ролики. Затем каркас станка из аналогичного металла.
- Последняя платформа конструкции укрепляется металлическими пластинами. Впоследствии на эту полку будет монтироваться домкрат. Закрепляют устройство болтами, присоединяют ручку.
- Сложностью является поиск или изготовление роликов, которые должны обхватывать трубу. Детали монтируют в прямоугольный швеллер на равной высоте. Башмак устанавливают ниже. Расположение деталей определяет заданный радиус изгиба.
- Ролики и башмак крепят с помощью болтов. Отверстия заготавливают предварительно.
Видео-инструкция. Как сделать гидравлический трубогиб
Гибка профильных труб с помощью самодельного станка
При сгибании труб необходимо знать диаметр материала и принципы процесса. Это обусловит корректную деформацию материала без перегрузки и изломов. На станках с применением гидравлики возможна гибка участка трубы с нагревом, что позволяет гнуть изделия с большой толщиной стенки, из прочных сплавов и полимерных материалов.
Горячий и холодный методы гибки труб
Деформация труб проводится двумя способами:
- холодный;
- горячий.
Изгиб холодным способом применяют для труб, изготовленных из пластичного материала. Как правило, это изделия небольших размеров, изготовленные из меди, алюминия и прочих материалов (кроме чугунных), металлопластиковые. Процесс осуществляется с помощью станков или механического трубогиба. Для лучшего изгиба перед деформацией в трубу засыпают песок, соль или заливают масло, воду (ледяную).
Татьяна Пронина, эксперт
Второй метод применяется для деформации труб с повышенной кольцевой жесткостью (нержавеющая сталь и т. п.). Способ может использоваться для всех видов труб, кроме металлопластиковых.
Таблица минимальных радиусов гибки труб
Где наименьший радиус изгиба – R, диаметр трубы в мм – d, минимальная длина прямого участка – Lmin.
Как сделать шаблон для гибки труб по радиусу
Наиболее простым методом является гибка трубы по шаблону. Принцип заключается в деформации материала путём приложения к деревянной конструкции с радиусом закругления. Способ подходит для алюминиевых и стальных труб с небольшой толщиной стенки.
Шаблон выпиливается из деревянных досок, которые между собой крепятся болтами или другим наиболее удобным способом. Вся конструкция прикручивается болтами к столу или другой устойчивой основе.
Толщина шаблона, где непосредственно прикладывается труба – на несколько сантиметров больше, чем диаметр сгибаемой трубы. Торец этой части (край шаблона) выпиливается с наклоном, чтобы труба не соскальзывала с выступа.
На шаблон монтируется упор. Между ним и основой шаблона вставляется труба и аккуратно надавливается - материал гнётся.
- Если вы собираете ручной прокатный трубогиб для профильных материалов, то звёздочки можно не использовать, а соорудить конструкцию с приводом на одном ролике. Но механизм будет периодически пробуксовывать. Прижимной винт можно сменить на домкрат.
- При изготовлении шаблона воспользуйтесь крючками, прикрепленными к древесине, чтобы труба не соскальзывала.
- Если предстоит согнуть трубу под большим радиусом, то лучше изготовить агрегат с тремя роликами.
- Чем больше расстояние между роликами, тем меньше сил прилагают для сгиба. Чтобы менять радиус изгиба, предварительно предусматривайте возможность движения роликов по горизонтали относительно друг друга.
Видео-урок гибки профильных труб
Изгиб профильных труб в домашних условиях осуществляется посредством разных трубогибов, собранных своими руками. Профессиональные инженеры и любители всё больше совершенствуют самодельное оборудование и делятся своими открытиями в Интернете.
А у вас есть собственный метод гибки профильных труб? Какие инструменты вы собрали самостоятельно? Поделитесь с нами в комментариях.
Трубогиб — очень полезный инструмент в хозяйстве, если вы привыкли всё делать своими руками. Из гнутой профильной трубы изготавливают навесы, теплицы и козырьки, придают водопроводным трубам нужный изгиб. С помощью этого инструмента не составит труда сделать всевозможные изделия, которые имеют переменный радиус. Можно сэкономить на покупке инструмента и сделать его по чертежам и фотографиям самостоятельно. Мастер-класс из видео покажет все тонкости процесса.
На строительном рынке можно приобрести разные модификации профессиональных трубогибов. Для изгиба труб небольшого диаметра подойдёт инструмент с ручным приводом; трубы большого диаметра изгибают инструментом, укомплектованным гидроприводом. Промышленные агрегаты бывают стационарными и переносными. Удобен в эксплуатации инструмент, который подключается к электросети. Трубогибы классифицируются по способу изгиба:
- трубогибы арбалетного типа в качестве изгибающего узла используют шаблон нужного диаметра;
 Арбалетный трубогиб
Арбалетный трубогиб - ручной привод изгибает трубы с помощью пружин;
- сегментные трубогибы изгибают трубы по сегменту. Их чаще всего используют сантехники;
 Ручной трубогиб
Ручной трубогиб - дорновые механизмы предназначены для изгиба тонкостенных труб на малый радиус.
Совет. В специальных справочниках можно найти таблицы с допустимыми значениями радиуса изгиба в зависимости от толщины и диаметра трубы. Нарушение радиуса создаст зоны с повышенным напряжением металла, что существенно снизит качество и прочность трубы.
Простейший трубогиб из шаблона
Такой механизм подойдёт для труб малого диаметра. Шаблон изготавливают из досок, превышающих по толщине диаметр трубы. Край шаблона обрезается под углом, чтобы труба не выскальзывала. Доски скрепляют между собой и фиксируют на поверхности стола. На определённом расстоянии от шаблона прикрепляют упор. Трубу вставляют между упором и шаблоном и выгибают. Трубу нельзя гнуть от центра шаблона – она сломается. А если не сломается, то внешний вид не выдержит никакой критики.
 Трубогиб из шаблона
Трубогиб из шаблона Подобным образом изготавливается трубогиб из бетонной плиты и прочных металлических штырей. В бетоне бурятся отверстия и вбиваются штыри на расстоянии не более 5 см, по краям вбивают штыри-упоры. Для фиксации изогнутой трубы, к её концам можно приварить перемычку, которую потом демонтируют.
Подобный шаблон можно выполнить из листа фанеры и крючков. Изменяя расположение крючков, можно менять радиус изгиба заготовки.
Роликовый ручной трубогиб
При изготовлении такого механизма основная сложность состоит в подборе роликов и нужного шаблона. Изгиб не получится качественным, если ролики не будут обхватывать трубу. Для изгиба гибких труб ролики можно выпилить из деревянных заготовок твёрдых пород. Ролики можно изготовить на токарном станке или при помощи лобзика.
 Ролики для самодельного трубогиба можно выточить на токарном станке
Ролики для самодельного трубогиба можно выточить на токарном станке Деревянные круги вырезают под необходимым уклоном, затем собирают в одну деталь, ошкуриваются наждачной бумагой. Для придания прочности деревянным деталям, их укрепляют пластинами из металла. Для изгиба труб по большому радиусу понадобится трубогиб, имеющий три ролика.
Станок для гибки труб
Ручной станок прокатного типа станет хорошим подспорьем в мастерской домашнего мастера. Для его изготовления понадобятся такие материалы, которые можно купить по приятной цене в пунктах приёма металла.

Расстояние между валами имеет значение. Чем дальше расположены валы, тем меньше потребуется приложить силы оператору для прогона трубы, минимальное радиусное значение увеличивается и увеличивается расстояние участка трубы, которое не подвергнется обработке, соответственно ход прижимного вала будет длиннее. Поэтому на стадии проектирования чертежа нужно рассчитать несколько вариантов положения боковых валов.
 Прокатный станок в готовом виде
Прокатный станок в готовом виде Если вместо валов будут использоваться ролики, по бокам нужно поставить ограничители (уголок стальной), которые удержат трубу в строго вертикальном положении и перпендикулярно к оси роликов. В противном случае профильная труба изогнётся спиралью. После финальной сборки приспособление можно покрасить, для эстетического удовольствия.
Приведённое устройство при желании можно усовершенствовать. Добавить к инструменту двигатель с моторедуктором, который приведёт вал в движение вращением цепной передачи. Установление домкрата вместо верхнего вала позволит изгибать трубы разных диаметров. Домкратом регулируется давление и выставляется высота. Такой апгрейд позволит гнуть трубы в промышленном масштабе малого предприятия, под всевозможными радиусами.
 Схема: трубогиб с использованием домкрата
Схема: трубогиб с использованием домкрата На таком станке удобно работать с напарником: один человек крутит лебёдку, а второй тянет трубу. Заготовка трубы помещается на ролики и прижимается домкратом. Лебёдка протягивает трубу по валам, затем добавляют усилие домкрата и прогоняют заготовку ещё раз. Цикл повторяют до тех пор, пока труба не приобретёт нужный изгиб.
Совет. При сгибании профильной трубы, песок, засыпанный внутрь профиля, защитит его от деструктивных деформаций.
Прибор, самостоятельно изготовленный однажды, прослужит очень долго, и ничем не будет уступать по качеству купленному оборудованию. Если же трубогиб нужен для одноразового использования, то целесообразнее взять прибор на прокат.
Трубогиб своими руками: видео
Здравствуйте. Сегодня я хочу рассказать вам про мой самодельный трубогиб, который я сделал этой зимой.
Мысль о том, чтобы собрать такой станок была у меня давно. С его помощью можно прокатывать профильные трубы, придавая им форму дуги. Такая операция очень востребована - можно собрать, например, теплицу, навес, козырёк над входом. Можно придать интересную форму верхнему краю ворот, или металлического забора...
И вот этой зимой я нашёл время и занялся этой самоделкой . При проектировании я обдумал следующие моменты:
Учитывая то, что я не собираюсь пользоваться им профессионально, я решил сделать относительно лёгкую конструкцию, которую легко к тому-же перевозить, и которая не будет занимать много места при хранении. (Ведь гнуть трубы я буду или возле дома, или на даче. Пользоваться я им буду не каждый год. И уж точно не придётся мне гнуть трубы большого сечения). Поэтому мощную стационарную конструкцию с большим ресурсом я решил не делать...
В сети есть множество описаний подобных станков. Принцип действия у них одинаков - основу составляют три вала, один из которых подвижен в вертикальной плоскости. Именно он прогибает трубу и она, прокатываясь по этим валам, приобретает форму дуги.
... В основном, они все делятся на два типа:
1. С "ломающейся" станиной:

2. С подвижной центральной кареткой.

Второй тип более компактен (хоть и более сложен), поэтому я решил сделать именно такой.
В свою очередь, трубогибы с подвижной центральной кареткой подразделяются тоже на два типа: С ведущим центральным валом и с двумя ведущими крайними валами, соединёнными между собой приводной цепью.
Если сделать ведущим центральный вал, то есть возможность легко изменять расстояние между крайними, что даст дополнительную регулировку работы в зависимости от сечения (а значит жёсткости) различных профильных труб.
Я вначале сомневался, не будет ли проскальзываний, если только один вал будет ведущим, но пронаблюдав в работе трубогиб с одним ведущим валом, понял, что на не особо больших сечениях этого усилия вполне достаточно. А я не собираюсь гнуть трубы высотой больше, к примеру, 60-ти мм... Поэтому я остановился на таком устройстве.
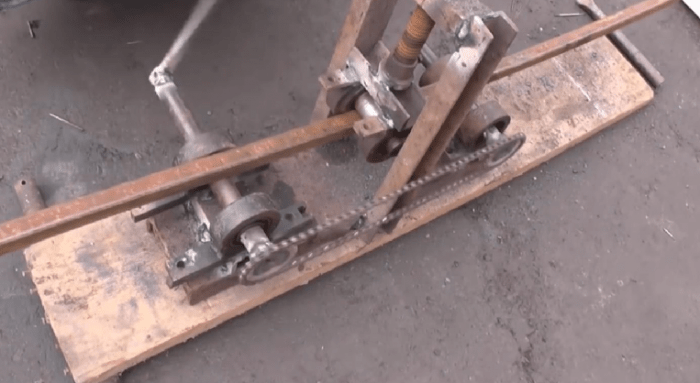
И вот спустя какое-то время, у меня получился трубогиб, который вы увидите в этом видеоролике:
Итак, подробнее... Мне понадобилось:
1. Старый неисправный гидравлический домкрат
2. Профильные трубы различных сечений.
3. Круг диаметром 40 мм, длинной 500 мм.
4. Подшипники 6206 4шт
5. Подшипники 6202 8 шт.
6. Швеллер №65
7. Упорные подшипники 2 шт.
8. Метизы (болты, гайки, шайбы, шплинты)
Начал я с изготовления основных рабочих элементов - валов. У меня был 40-ка мм кругляк, длинной полметра. Можно было взять потолще, но... этот у меня был!))). А посему я распилил его на три части. Две - по 130 мм, и одну - всё, что осталось))))). На токарном станке проточил валы под подшипники (до 30-ти мм диаметра)

Валы готовы. Приступил к сборке каретки. Её я решил изготовить из 65-го швеллера - в него хорошо укладывались 206-е подшипники...



После того, как я вырезал швеллер нужной длины, я просверлил в его центре отверстие, а по бокам приварил поперёк по уголку:







После этого я приступил к изготовлению центрального винта. Его я взял из старого гидравлического домкрата, который нашёл на металлоломе. Когда я убедился, что он уже никогда не будет домкратом, я решил его использовать.

Сам винт был диаметром 30 мм. В его торце, сверлом 8мм я просверзил глухое отверстие, забил туда шпильку и прихватил её сваркой:


Винт в домкрате вкручивался в поршень. Я отрезал от него верхнюю часть (с резьбой) и ещё одно кольцо, шириной 20 мм.

Это колцо я одел на винт, сам винт вставил шпилькой в отверстие каретки и приварил кольцо к каретке:


Это будет посадочное место для опорного подширника. (Его я подобрал по наружному диаметру)

На шпильку я навернул гайку, и просверлил отверстие в гайке и в шпильке:


Можно было только в шпильке, но так мне показалось надёжнее. Теперь гайку можно зашплинтовать после сборки узла. А узел, как вы догадались, состоит из винта, подшипника, каретки, второго подшипника и гайки.


Теперь, при нажатии винт будет упираться в каретку через верхний подшипник, а при подъёме каретка повиснет на нём через нижний.
По бокам каретки я приварил по обрезку профильной трубы 50 на 20 - это будут направляющие, а в углах просверлил отверстия и нарезал резьбу М6 . В них вкрутятся болты крепления хомутов ведущего вала.


Сами хомуты крепления подшипников я вырезал из жести - крепости там не надо, лишь бы вал не падал при подъёме каретки:



Далее я приступил к изготовлению верхней плиты. Её нужно сделать очень прочной - на неё придётся всё усилие винта при прогибании им трубы. Поэтому я её изготовил из того-же 65-го швеллера. Так как для вертикальных стоек я решил использовать профильную трубу 50 на 25 (расстояние между полками 65-го швеллера как раз 50 мм. Стойки войдут в него и закркпятся болтами М10 с гайками), то ширина верхней плиты у меня должна быть на 50 мм больше ширины каретки (2 раза по 25). Я вырезал два таких куска швеллера.

Ещё один разрезал на половиу и распустил вдоль:



В центр вставил резьбовую часть, отрезанную от поршня домкрата:

Всё сварил и обрезал лишнее:


Далее я приступил к изготовлению станины. Её тоже собрал из профильной трубы. Сечение взял 60 на 30:


Я решил сделать по три положения для каждого вала. Посадочные для подшипников я тоже сделал из профильной трубы, поэтому отрезал 12 одинаковых отрезков по 50 мм каждый. (Здесь, и не только здесь, мне очень помог мой , о котором я вам рассказывал в предыдущей публикации):

После чего я приварил к станине вертикальные стойки и посадочные для подшипников:

А так же четыре "уха" по краям. В них позже будут просверлены отверстия для крепления трубогиба шурупами к верстаку.


Основная часть готова. Можно приступить к предварительной сборке:

К винту сверху приварил кусок трубы 20 на 20. Оставил его длинным. Решил, что в процессе испытаний, если он будет мешать, то я его обрежу и буду использовать съёмный рычаг из трубы 15 на 15, который вставляется внутрь... Но, забегая вперёд, скажу, что этого не потребовалось. Рычаг действительно мешает крутить приводную рукоятку, если его повернуть на четверть оборота (торчит поперёк трубогиба). Но выяснилось, что закручивать винт с интервалом в полоборота вполне нормально.


Далее я приступил к изготовлению приводной рукоятки...Саму рукоятку я решил изготовить из профильной трубы 15 на 15 и шпильки. Просверлил в конце отверстие, вставил в него обрезок шпильки М14, приварил и зачистил:




Теперь на самом рычаге нужно сделать изгиб - трубогиб будет устанавливаться на краю стола или верстака.



Далее - соединить её с валом. Я заранее решил сделать её не только съёмной, но и чтобы она переворачивалась и в транспортном положении не болталась и не цеплялась. На валу я сделал вот такой профиль:


После чего просверлил глухое отверстие и нарезал в нём резьбу М8. Рукоятка будет одеваться на вал и крепиться через шайбу барашковым болтом.

Теперь надо сделать ступицу на рукоятке. Я использовал обрезки уголка:



Потом, как скульптор, отсёк всё лишнее:)))))



Рычаг готов. На саму рукоятку (которая у меня изготовлена из шпильки М14) я просто одел обрезок полиэтилленовой водопроводной трубы и закрутил колпачковую гайку.
Вообще хочу отдельно остановиться на использовании мною колпачковых гаек. Я часто их использую, если нужна ось вращения. Выбрав правильную длину оси, можно закрутить колпачковую гайку и затянуть её с максимальным усилием - она упрётся в ось колпачком, и откручиваться легко не будет. Конечно, фиксировать таким образом ось, на которой расположено, к примеру, колесо, без шплинтовки, не стоит, но для "неважных" осей, типа "завес" на которых что-то открывается-закрывается, это вполне подходит.
Вернёмся к трубогибу... Как я уже говорил, мне был важен такой момент, как очень простая переустановка валов. (Потому что, зная, к примеру, себя, я уверен, что не буду пользоваться до последнего опцией, если её сложно задействовать... К примеру, если валы стояли бы близко, а труба попалась бы с большим сечением, я попробовал бы аккуратно её прокатать на таком положении валов, если для изменения приходилось бы откручивать много каких-то гаек... И скорей всего, смял бы...). Именно поэтому я сделал установочные места подшипников из профильной трубы. Вал просто вкладывается в нужную пару стоек.
Но такая конструкция противоречила моему другому требованию - мобильности! Ведь при переноске станка валы приходилось бы снимать и переносить отдельно... При этом, с них нужно было бы снимать подшипники (Я проточил под неплотную посадку и они могут спадать). Это меня не устраивало. Поэтому я решил изготовить деталь, которая прижимала бы подшипники сверху и фиксировала их. Я взял два отрезка профильной трубы, сечением 50 на 20 мм, стенка 2мм.

После чего я разрезал их вдоль по широкой части, разделив стенку на 10 и 40 мм. При этом, с другой стороны я разметил этот размер зеркально. У меня получились четыре вот таких заготовки:

Учитывая, что ширина 206-го подшипника 15 мм, он достаточно плотно входит внутрь этой заготовки.
Отмерял необходимую длину, остаток я вырезал вот таким образом:

После чего, верхнюю часть загнул вниз на 90 градусов, сделав соответственно, запил угла:

На них же я вырезал по такому вот "зубу":

Теперь я установил оба вала с одной стороны трубогиба, одел на них получившиеся детали, к вертикальным стойкам, просверлив насквозь, я прикрепил их длинными винтами М4 с колпачковыми гайками (получились оси). Впереди же я загнул навстречу друг другу торчавшие вперёд полоски боковых стенок. Теперь, если их склепать между собой, мы получим П-образную крышку, которая, будучи опущенной вниз, накроет подшипники валов и плотно их зафиксирует: